Купить полную версию книги
|
|




Двигатель Renault Kaptur с 2016 г. Технические данные
1. Технические данные
Основные технические характеристики
Ремень привода навесного оборудования
Прогиб ремня
| Расположение | Регулировка прогиба (производится на холодном двигателе) | |||
| Использованный ремень | Новый ремень | |||
| Предел | После регулировки | |||
| Приводной ремень | Модели с системой кондиционирования | 8,2 мм | 4,8 - 5,3 мм | 4,1 - 4,4 мм |
| Модели без системы кондиционирования | 7,4 мм | 4,3 - 4,7 мм | 3,7 - 3,9 мм | |
| Применяемое усилие к ремню | 98 Н | |||
Натяжение ремня
| Расположение | Регулировка натяжения (производится на холодном двигателе) | |||
| Использованный ремень | Новый ремень | |||
| Предел | После регулировки | |||
| Приводной ремень | Модели с системой кондиционирования | 500 Н | 876 - 964 Н | 1064- 1152 Н |
| Модели без системы кондиционирования | 500 Н | 876 - 964 Н | 1064- 1152 Н | |
Частота колебаний ремня
| Расположение | Регулировка частоты (производится на холодном двигателе) | ||
| Использованный ремень | Новый ремень | ||
| Предел | После регулировки | ||
| Приводной ремень | 173 Гц | 229 - 239 Гц | 253.5 -261.5 Гц |
Распредвалы и подшипники распредвалов
| Параметр | Номинальное значение, мм | Предельно допустимое значение, мм | |
| Биение распредвала (разность крайних положений стрелки индикатора) | 0,02 | 0,1 | |
| Диаметр шейки распредвала | No. 1 | 27,935 - 27,955 | - |
| №, 2, 3, 4, 5 | 24,950 - 24,970 | - | |
| Диаметр постели распредвала | No. 1 | 28,000- 28,021 | - |
| №, 2, 3, 4, 5 | 25,000- 25,021 | - | |
| Зазор в подшипниках распредвалов | No. 1 | 0,045 - 0,086 | - |
| №, 2, 3, 4, 5 | 0,030 - 0,071 | - | |
| Осевой зазор распредвала | 0,075 - 0,153 | 0,2 | |
| Высота “А” кулачка распредвала | Впуск | 41,705-41,895 | - |
| Выпуск | 40,175-41,365 | - | |
| Биение звездочки распредвала (разность крайних положений стрелки индикатора) | - | 0,1 | |
Толкатели клапана
| Параметр | Номинальное значение, мм | |
| Наружный диаметр толкателя клапана | Впускной | 29,977 - 29,987 |
| Выпускной | ||
| Диаметр гнезда толкателя | Впускной | 30,000-30,021 |
| Выпускной | ||
| Зазор между толкателем и стенками гнезда | 0,013 - 0,044 | |
Зазоры в клапанах
| Параметр | Холодный двигатель, мм | Горячий двигатель (приблизительно 80°С), мм |
| Впуск | 0,26 - 0,34 | 0,304-0,416 |
| Выпуск | 0,29 - 0,37 | 0,308 - 0,432 |
Номенклатура толщин толкателей
| Класс толкателя | Толщина толкателя (мм) |
| 296 | 2.96 |
| 298 | 2.98 |
| 300 | 3.00 |
| 302 | 3.02 |
| 304 | 3.04 |
| 306 | 3.06 |
| 308 | 3.08 |
| 310 | 3.10 |
| 312 | 3.12 |
| 314 | 3.14 |
| 316 | 3.16 |
| 318 | 3.18 |
| 320 | 3.20 |
| 322 | 3.22 |
| 324 | 3.24 |
| 326 | 3.26 |
| 328 | 3.28 |
| 330 | 3.30 |
| 332 | 3.32 |
| 334 | 3.34 |
| 336 | 3.36 |
| 338 | 3.38 |
| 340 | 3.40 |
| 342 | 3.42 |
| 344 | 3.44 |
| 346 | 3.46 |
| 348 | 3.48 |
| 350 | 3.50 |
| 352 | 3.52 |
| 354 | 3.54 |
| 356 | 3.56 |
Головка блока цилиндров
| Параметр | Предельно допустимое значение, мм |
| Неплоскостность поверхности | 0,1 |
Размеры клапанов
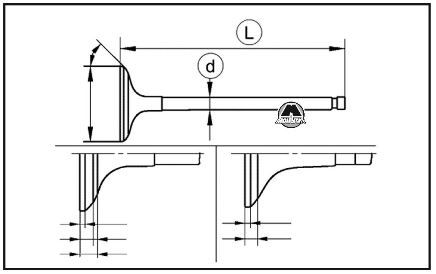
| - | Впускной клапан | Выпускной клапан |
| Диаметр (d) стержня клапана | 4,965-4,980 мм | 4,955-4,970 мм |
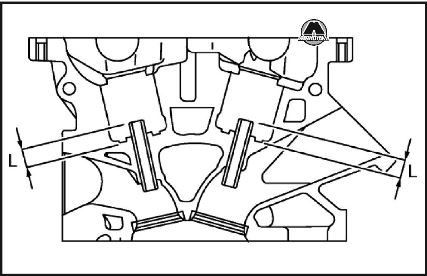
| Длина (L) клапана | 101,73 мм | 102,49 мм |
Направляющие втулки клапанов
| Параметр | Номинальное значение | Ремонтная втулка +0,2 | |
| Направляющая втулка клапана | Наружный диаметр, мм | 9,023 - 9,034 | 9,223-9,234 |
| Внутренний диаметр (окончательный размер), мм | 5,000 - 5,018 | ||
| Диаметр расточки под направляющую в головке блока цилиндров, мм | 8,975 - 8,996 | 9,175 - 9,196 | |
| Величина натяга при посадке направляющей втулки, мм | 0,027 - 0,059 | ||
| Параметр | Стандартное значение | Предельно допустимое значение | |
| Зазор между направляющей втулкой и клапаном, мм | Впуск | 0,020 - 0,053 | 0,1 |
| Выпуск | 0,030 - 0,063 | ||
| Выступание втулки “Н”, мм | Впуск | 11,4- 11,8 | |
| Выпуск | |||
Седла клапанов
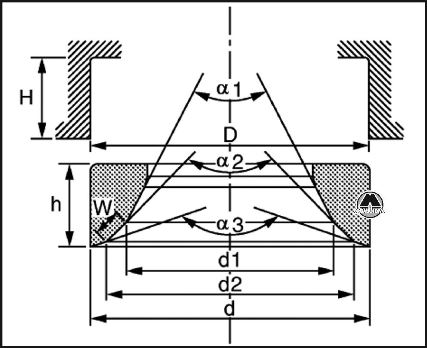
| Параметр | Номинальное значение | Ремонтное седло (+0,5 мм) | |
| Диаметр “D” гнезда седла, мм | Впуск | 31,400-31,416 | 31,900-31,916 |
| Выпуск | 25,900-25,916 | 26,400-26,416 | |
| Натяг седла при посадке, мм | Впуск | 0,081 - 0,113 | |
| Выпуск | |||
| Диаметр “d” седла, мм | Впуск | 31,497-31,513 | 31,997-32,013 |
| Выпуск | 25,997-26,013 | 26,497-26,513 | |
| Диаметр “d1” седла, мм -1 | Впуск | 29,0 | |
| Выпуск | 23,0 | ||
| Диаметр “d2” седла, мм -2 | Впуск | 30,6-30,8 | |
| Выпуск | 24,9 - 25,1 | ||
| Угол «а1» | Впуск | 60° | |
| Выпуск | 45° | ||
| Угол «а2» | Впуск | 8945' - 90° 15' | |
| Выпуск | |||
| Угол «аЗ» | Впуск | 120° | |
| Выпуск | |||
| Ширина контактной поверхности «W», мм -3 | Впуск | 1,05- 1,35 | |
| Выпуск | 1,25- 1,55 | ||
| Высота «h», мм | Впуск | 6,0 | 5,45 |
| Выпуск | 5,43 | ||
| Глубина «Н», мм | 6,0 | ||
Клапанные пружины
| Параметр | Номинальное значение | |
| Высота в свободном состоянии, мм | 42,26 | |
| Установочная высота, мм | 32,40 | |
| Усилие при высоте пружины, Н при мм | В собранном (засухаренном) виде | 136 - 154 при 32,40 |
| При полностью открытом клапане | 262 - 296 при 23,96 | |
| Неперпендикулярность оси к основанию, мм | Предельно допустимое значение | 1,8 |
| Неплоскостность поверхности | Предельно допустимое значение, мм | 0,1 |
| Диаметр отверстия цилиндра | Номинальное значение, мм | 78,000-78,015 |
| Овальность (разность по направлениям “а” и “Ь”) | Предельно допустимое значение, мм | 0,015 |
| Конусность (разность по сечениям “с” и “d”): | 0,010 | |
| Размерные группы диаметра постели коренных вкладышей | Группа А | 51,997-51,998 |
| Группа В | 51,998-51,999 | |
| Группа С | 51,999- 52,000 | |
| Группа D | 52,000- 52,001 | |
| Группа Е | 52,001 - 52,002 | |
| Группа F | 52,002- 52,003 | |
| Группа G | 52,003 - 52,004 | |
| Группа Н | 52,004- 52,005 | |
| Группа J | 52,005- 52,006 | |
| Группа К | 52,006 - 52,007 | |
| Группа L | 52,007- 52,008 | |
| Группа М | 52,008- 52,009 | |
| Группа N | 52,009- 52,010 | |
| Группа Р | 52,010- 52,011 | |
| Группа R | 52,011 - 52,012 | |
| Группа S | 52,012- 52,013 | |
| Группа Т | 52,013 -52,014 | |
| Группа U | 52,014- 52,015 | |
| Группа V | 52,015- 52,016 | |
| Группа W | 52,016- 52,017 | |
| Разница между диаметрами цилиндров | Номинальное значение | Не более 0,015 |
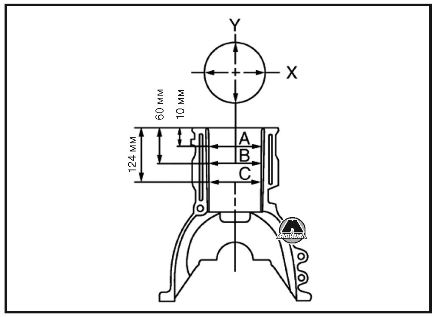
Поршни
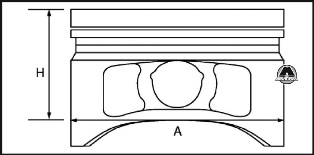
| Параметр | Номинальное значение |
| Диаметр “А” юбки поршня, мм | 77,965 - 77,980 |
| Высота “Н” контрольного диаметра, мм | 37,1 |
| Диаметр отверстий в бобышках поршня, мм | 19,006- 19,012 |
| Зазор между цилиндром и поршнем, мм | 0,020 - 0,050 |
Поршневые кольца
| Параметр | Номинальное значение, мм | Предельно допустимое значение, мм | |
| Боковой зазор | Верхнее компрессионное | 0,040 - 0,080 | 0,11 |
| Второе компрессионное | 0,030 - 0,070 | 0,10 | |
| Маслосъёмное | 0,045 - 0,125 | — | |
| Зазор в замке | Верхнее компрессионное | 0,20 - 0,30 | 0,50 |
| Второе компрессионное | 0,35 - 0,50 | 0,66 | |
| Маслосъёмное | 0,20 - 0,60 | 0,92 | |
Поршневые пальцы
| Параметр | Номинальное значение, мм |
| Наружный диаметр поршневого пальца | 18,996- 19,002 |
| Зазор между поршневым пальцем и поршнем | 0,008 - 0,012 |
| Зазор между поршневым пальцем и верхней головкой шатуна | -0,018-0,044 |
Шатуны
| Параметр | Значение | |
| Расстояние между центрами головок, мм | 129,84- 129,94 | |
| Изгиб [на 100 мм], мм | Предельно допустимый | 0,15 |
| Кручение [на 100 мм], мм | Предельно допустимый | 0,30 |
| Внутренний диаметр втулки верхней головки шатуна (после установки в шатун), мм | Номинальный | 18,958- 18,978 |
| Осевой зазор, мм | Номинальный | 0,200- 0,352 |
| Диаметр постели шатунного вкладыша, мм | Группа А | 43,000-43,001 |
| Группа В | 43,001 -43,002 | |
| Группа С | 43,002 - 43,003 | |
| Группа D | 43,003 - 43,004 | |
| Группа Е | 43,004 - 43,005 | |
| Группа F | 43,005-43,006 | |
| Группа G | 43,006 - 43,007 | |
| Группа Н | 43,007 - 43,008 | |
| Группа J | 43,008-43,009 | |
| Группа К | 43,009-43,010 | |
| Группа L | 43,010-43,011 | |
| Группа М | 43,011 -43,012 | |
| Группа N | 43,012-43,013 | |
Коленчатый вал
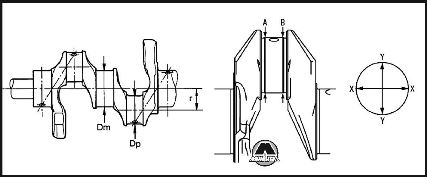
| Межцентровое расстояние «r», мм | 41.68 - 41.76 | |
| Овальность | Предельно допустимое значение | 0.003 |
| Конусность | Предельно допустимое значение | |
| Биение (общая амплитуда колебаний стрелки индикатора часового типа) | Стандартное значение | 0.05 |
| Предельно допустимое значение | 0.1 | |
| Осевой зазор коленчатого вала | Стандартное значение | 0.0098 - 0.260 |
| Предельно допустимое значение | 0.35 | |
| Размерные группы диаметров шатунных шеек коленчатого вала «Dp», мм | Группа А | 39.971 - 39.970 |
| Группа В | 39.970 - 39.969 | |
| Группа С | 39.969-39.968 | |
| Группа D | 39.968 - 39.967 | |
| Группа Е | 39.967 - 39.966 | |
| Группа F | 39.966-39.965 | |
| Группа G | 39.965 - 39.964 | |
| Группа Н | 39.964-39.963 | |
| Группа J | 39.963-39.962 | |
| Группа К | 39.962-39.961 | |
| Группа L | 39.961 -39.960 | |
| Группа М | 39.960-39.959 | |
| Группа N | 39.959 - 39.958 | |
| Группа Р | 39.958 - 39.957 | |
| Группа R | 39.957 - 39.956 | |
| Группа S | 39.956 - 39.955 | |
| Группа Т | 39.955 - 39.954 | |
| Группа U | 39.954-39.953 | |
| Размерные группы диаметров коренных шеек коленчатого вала «Dm», мм | Группа А | 47.979 - 47.978 |
| Группа В | 47.978 - 47.977 | |
| Группа С | 47.977 - 47.976 | |
| Группа D | 47.976 - 47.975 | |
| Группа Е | 47.975 - 47.974 | |
| Группа F | 47.974 - 47.973 | |
| Группа G | 47.973 - 47.972 | |
| Группа Н | 47.972 - 47.971 | |
| Группа J | 47.971 - 47.970 | |
| Группа К | 47.970 - 47.969 | |
| Группа L | 47.969 - 47.968 | |
| Группа М | 47.968 - 47.967 | |
| Группа N | 47.967 - 47.966 | |
| Группа Р | 47.966 - 47.965 | |
| Группа R | 47.965 - 47.964 | |
| Группа S | 47.964 - 47.963 | |
| Группа Т | 47.963 - 47.962 | |
| Группа U | 47.962 - 47.961 | |
| TpynnaV | 47.961 - 47.960 | |
| Группа W | 47.960 - 47.959 | |
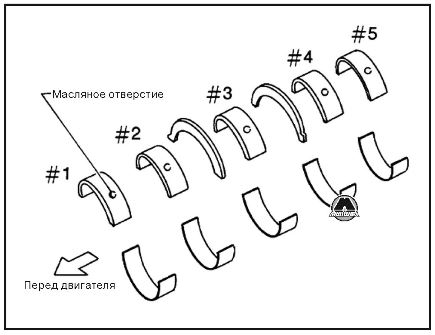
Вкладыши коренных подшипников
| Номер группы | Толщина, мм | Цвет | Примечание | ||
| 0 | 1,996 - 1,999 | Черный | Группы и цветовые обозначения одни и те же для верхних и нижних вкладышей | ||
| 1 | 1,999-2,002 | Коричневый | |||
| 2 | 2,002- 2,005 | Зеленый | |||
| 3 | 2,005- 2,008 | Желтый | |||
| 4 | 2,008- 2,011 | Синий | |||
| 5 | 2,011 -2,014 | Розовый | |||
| 01 | Верхний | 1,996 - 1,999 | Черный | Группы и цветовые обозначения отличаются для верхних и нижних вкладышей | |
| Нижний | 1,999-2,002 | Коричневый | |||
| 12 | Верхний | 1,999-2,002 | Коричневый | ||
| Нижний | 2,002- 2,005 | Зеленый | |||
| 23 | Верхний | 2,002- 2,005 | Зеленый | ||
| Нижний | 2,005- 2,008 | Желтый | |||
| 34 Нижний | Верхний | 2,005 - 2,008 | Желтый | Группы и цветовые обозначения отличаются для верхних и нижних вкладышей | |
| 2,008- 2,011 | Синий | ||||
| 45 Нижний | Верхний | 2,008- 2,011 | Синий | ||
| 2,011 - 2,014 | Розовый | ||||
Шатунные вкладыши
| Номер группы | Толщина, мм | Цвет | Примечание | |
| 0 | 1,498- 1,501 | Черный | Группы и цветовые обозначения одни и те же для верхних и нижних вкладышей | |
| 1 | 1,501 - 1,504 | Коричневый | ||
| 2 | 1,504- 1,507 | Зеленый | ||
| 3 | 1,507- 1,510 | Желтый | ||
| 4 | 1,510- 1,513 | Синий | ||
| 01 | Верхний | 1,498- 1,501 | Черный | Группы и цветовые обозначения отличаются для верхних и нижних вкладышей |
| Нижний | 1,501 - 1,504 | Коричневый | ||
| 12 | Верхний | 1,501 - 1,504 | Коричневый | |
| Нижний | 1,504- 1,507 | Зеленый | ||
| 23 | Верхний | 1,504- 1,507 | Зеленый | |
| Нижний | 1,507- 1,510 | Желтый | ||
| 34 | Верхний | 1,507- 1,510 | Желтый | |
| Нижний | 1,510- 1,513 | Синий | ||
Меры предосторожности
Меры предосторожности при сливе охлаждающей жидкости и моторного масла
Слив охлаждающей жидкости и моторного масла выполнять на остывшем двигателе.
Меры предосторожности при отсоединении топливопроводов
- Перед началом работы необходимо убедиться в отсутствии возможности искрообразования или возникновения очага открытого пламени в зоне работы.
- Перед разборкой сбросить остаточное давление топлива в системе.
- После отсоединения трубопроводов закрыть отверстия заглушками во избежание утечек топлива.
Меры предосторожности при снятии и разборке
- Там, где имеется указание на применение специального инструмента, необходимо выполнять это требование. При работе соблюдать меры предосторожности, не прилагать чрезмерных усилий и строго следовать положениям инструкции.
- Соблюдать осторожность, чтобы не повредить привалочные поверхности деталей или поверхности трения.
- Чтобы обеспечить правильное взаимное положение соединяемых компонентов, применяются установочные штифты. При замене или сборке компонентов, на которых используются штифты, проверять правильность их совмещения.
- Чтобы в открытые отверстия двигателя не попадали посторонние предметы, необходимо закрывать отверстия клейкой лентой или заглушать отверстия ветошью.
- Маркировать и укладывать детали в соответствующем порядке, чтобы облегчить ремонт и последующую сборку.
- При ослаблении гаек и болтов руководствоваться следующим базовым правилом: сначала ослабляется элемент на одной стороне, а затем на диагонально противоположной и т.д. Строго следовать приведенному в инструкции порядку отворачивания крепежных элементов. На этом этапе можно применять инструмент с силовым приводом (пневмогайковёрт).
Меры предосторожности при проверке, ремонте и замене компонентов
Тщательно проверить компоненты перед ремонтом или заменой. Таким же образом осмотреть новые компоненты, и при необходимости произвести замену.
Меры предосторожности при сборке и установке
- Использовать динамометрический ключ для затягивания болтов и гаек в соответствии с техническими условиями.
- Затяжку болтов и гаек осуществлять равномерно, в несколько проходов, начиная с центра, затем на диагонально противоположных сторонах и далее в таком же порядке. Строго следовать приведенному в инструкции порядку затяжки.
- Сальники, прокладки или уплотнительные кольца после разборки подлежат замене.
- Тщательно промыть, очистить и продуть сжатым воздухом каждую деталь. Внимательно проверить каналы подвода масла и охлаждающей жидкости на наличие засорений.
- Соблюдать осторожность, чтобы не повредить привалочные поверхности деталей или поверхности трения. Полностью очищать поверхности от пыли, остатков ветоши. Перед сборкой тщательно смазать маслом рабочие поверхности (поверхности скольжения).
- После заполнения системы охлаждения жидкостью удалить воздух из системы (выполнить процедуру прокачки).
- После завершения ремонта, запустить двигатель на повышенных оборотах для проверки герметичности систем охлаждения и смазки, а также топливной и выпускной систем.
Применение затяжки на определенный угол
- Для окончательной затяжки перечисленных ниже резьбовых соединений необходимо использовать вороток с угловым лимбом (угловой вороток).
- Болты крепления звездочек распределительных валов.
- Болты крепления головки блока цилиндров.
- Болты крышек коренных опор.
- Шатунные болты.
- Болт шкива коленчатого вала (нет необходимости в применении специального инструмента для затяжки на угол при наличии специальных насечек на болте).
Не производите окончательную затяжку по значению момента. Затяжка указанных болтов по значению момента применяется только на предварительном этапе.
Убедиться, что резьбовые и посадочные поверхности очищены и смазаны свежим моторным маслом.
Меры предосторожности при работе с герметиком
Удаление старого герметика
После снятия крепежных болтов разделить сопрягаемые поверхности с помощью специального ножа и удалить старый герметик.
ВНИМАНИЕСоблюдать осторожность, чтобы не повредить привалочные поверхности. Постучать по ножу, чтобы он вошёл между кромками, а затем продвигать нож вдоль стыка ударами сбоку.
- Там, где нож использовать затруднительно, нужно разделять компоненты лёгкими ударами пластикового или резинового молотка.
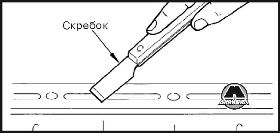
Если использование отвёртки становится неизбежным по каким-либо причинам, следить за тем, чтобы не повредить сопрягаемые поверхности. Нанесение герметика
1. С помощью скребка очистить сопрягаемые поверхности от старого герметика. Полностью очистить от герметика канавки, болты крепления и отверстия для болтов.
2. Протереть сопрягаемые поверхности деталей и прокладки бензином (используемым для бытовых нужд) для удаления с поверхности влаги, смазки и посторонних частиц.
3. Вставить баллон с герметиком в пистолет (специальное приспособление).
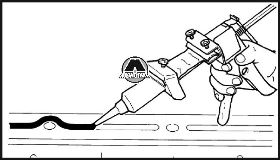
4. Валик герметика определённой толщины должен наноситься без разрывов на предназначенное место.
- При наличии специальных канавок для герметика герметик должен наноситься в канавки.
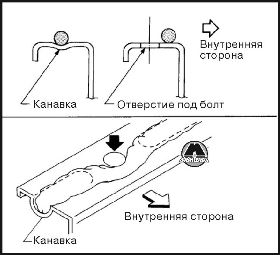
- Обычно отверстия под болты уплотняют герметиком по внутренней поверхности. Иногда герметик нужно наносить вокруг отверстий. Внимательно ознакомиться с инструкцией по применению герметика.
- После нанесения герметика произвести сборку в течение 5 минут.
- Немедленно удалить выступивший наружу герметик.
- Затяжка болтов или гаек должна производиться только один раз (без дополнительных затяжек после установки).
- Необходимо выждать не менее 30 минут перед заправкой двигателя маслом и охлаждающей жидкостью.
Если в описании процедуры ремонта содержатся особые требования, то их нужно соблюдать.