Купить полную версию книги
|
|

Двигатель Chery M11 / M12 / A3. Промежуточный шкив Chery M11 / M12 / A3
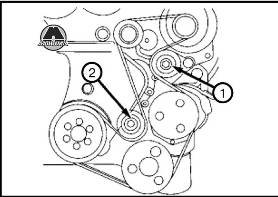
4. Промежуточный шкив
Снятие и установка
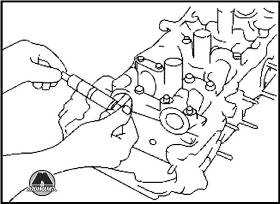
1. Чтобы ослабить натяжение ремня, нужно повернуть шкив коленчатого вала против часовой стрелки, удерживая натяжитель за шестигранник подходящим инструментом.
ВНИМАНИЕУдерживая натяжитель ремня, не приближайте к нему свои руки.
2. Снимите ремень привода навесных агрегатов.
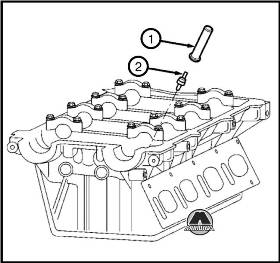
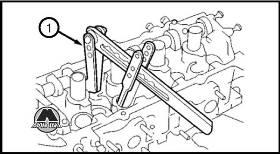
Верхний промежуточный шкив (1) ремня привода вспомогательных агрегатов
• Отверните болт и снимите верхний промежуточный шкив ремня привода вспомогательных агрегатов. Момент затяжки: болт крепления верхнего промежуточного шкива - 45 Н-м.
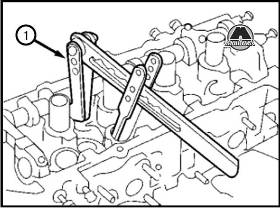
Нижний промежуточный шкив (2) ремня привода вспомогательных агрегатов
• Отверните болт и снимите нижний промежуточный шкив ремня привода вспомогательных агрегатов. Момент затяжки: болт крепления нижнего промежуточного шкива - 45 Н-м.
3. Установка производится в порядке обратном снятию.
Ремонт головки блока цилиндров в сборе
Головка блока цилиндров
Технические условия
| Описание | Технические условия |
| Неплоскостность нижней плоскости головки цилиндров | 0,04 мм |
| Биение стебля впускного клапана | 0,02 мм |
| Биение стебля выпускного клапана | 0,04 мм |
| Высота пружины | 477 мм |
Разборка
Примечание:Для выполнения ремонта требуются перечисленные ниже специальные инструменты:
• СН-20010 - Стопор распределительного вала.
• СН-20011 - Оправка для установки маслосъёмных колпачков.
• СН-20012 - Направляющая оправки для установки маслосъёмных колпачков.
• СН-20013 - Съёмник маслосъёмных колпачков.
• СН-20017 - Пинцет для установки сухарей клапанной пружины.
• СН-20018 - Рассухариватель.
Новая головка цилиндров поступает в сборе с клапанами, маслосъёмными колпачками, клапанными пружина ми, тарелками пружин, сухарями и распредвалами.
1. Снимите распредвалы (см. “Снятие и установка распредвалов”).
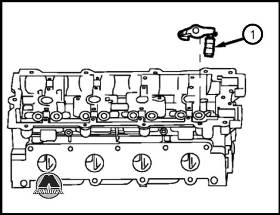
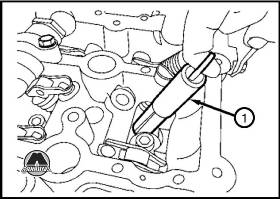
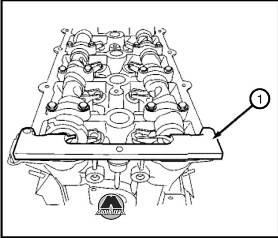
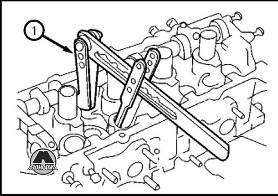
2. Снимите гидравлический толкатель (1) в сборе, как показано на рисунке ниже.
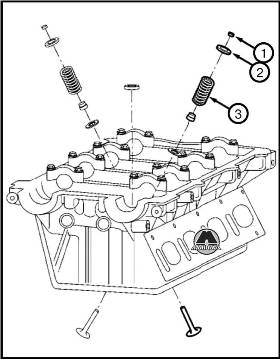
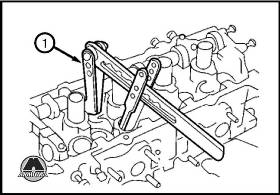
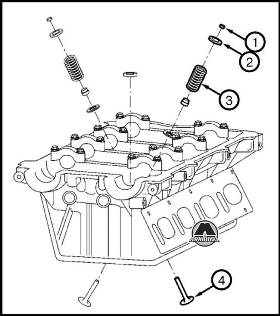
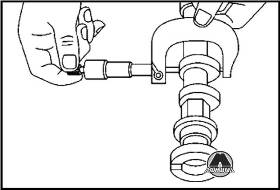
3. При помощи специального инструмента СН-20018 (1) сожмите клапанную пружину.
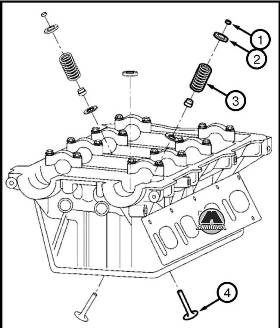
4. Снимите сухари (1), верхнюю тарелку (2) клапанной пружины и клапанную пружину (3).
5. Протолкните стебли клапанов вниз и выньте клапаны (4), как показано на рисунке ниже.
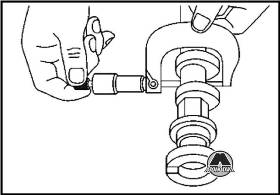
6. При помощи специального инструмента СН-20013 (1), снимите маслосъёмные колпачки.
7. При необходимости, выбейте направляющие втулки клапанов.
8. Выверните свечи зажигания.
Проверка технического состояния
Проверьте головку цилиндров на следующее.
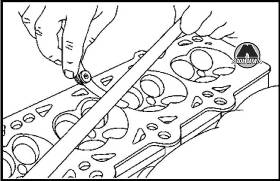
• Неплоскостность нижней поверхности головки цилиндров не должна превышать 0,04 мм.
• Проверьте шейки распредвалов на наличие задиров.
• Удалите нагар и лаковые отложения с внутренней поверхности направляющих втулок, используя предназначенные для этого средства.
• Проверьте свободу перемещения толкателей в их гнёздах и убедитесь, что толкатели вращались.
• Проверьте выступание направляющих втулок.
Сборка
1. При необходимости, установите новые направляющие втулки клапанов
2. При необходимости, установите новые сёдла клапанов.
3. Используя специальные инструменты СН-20011 (1) и СН-20012 (2) установите новые маслосъёмные колпачки.
4. Вставьте клапаны в головку цилиндров (больший диаметр имеют впускные клапаны).
5. Вставьте клапанные пружины.
6. Установите верхние тарелки клапанных пружин.
7. При помощи рассухаривателя СН20018 (1), сожмите клапанную пружину.
8. Установите сухари верхних тарелок.
9. После сборки клапана слегка ударьте по его торцу рихтовочным молотком, чтобы проверить надёжность сборки.
10. Вставьте толкатели в головку цилиндров.
11. Уложите распредвалы.
ПримечаниеСмажьте маслосъёмные колпачки моторным маслом.
Ремонт распредвала
| Описание | Технические условия |
| Высота кулачка впускного распредвала | 37,15 мм |
| Высота кулачка выпускного распредвала | 37,05 мм |
| Диаметр шейки № 1 распредвала | 31,934-31,95 мм |
| Диаметр шеек № 2, № 3, № 4, № 5 распредвала | 23,947 - 23,96 мм |
| Диаметр постели шейки № 1 распредвала | 32 - 32,025 мм |
| Диаметр постели шеек № 2, № 3, № 4, № 5 распредвала | 24 - 24,021 мм |
| Масляный зазор на шейке № 1 распредвала | 0,05 - 0,091 мм |
| Масляный зазор на шейках № 2, № 3, № 4, № 5 распредвала | 0,05 - 0,074 мм |
| Осевой люфт впускного распредвала | 0,05 - 0,20 мм |
| Осевой люфт выпускного распредвала | 0,05 - 0,20 мм |
1. Отверните болты крепления крышек распредвала.
ПримечаниеРавномерно и в несколько этапов ослабьте болты крепления крышек распредвала.
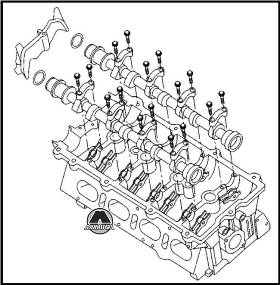
2. Снимите крышки распредвала и разложите в должном порядке.
ПримечаниеКрышки распредвала имеют маркировку для их правильной установки.
3. Снимите распредвалы и, затем, снимите сальники распредвалов.
Проверьте распредвалы на следующее:
• Измерьте высоту кулачка.
• Если износ кулачка превышает допустимый, то замените распредвал.
• Измерьте диаметр шеек распредвала.
• Измерьте диаметр постели распредвала.
• Вычисление масляного зазора на шейках распредвала.
Масляный зазор = (диаметр постели распредвала) - (диаметр шейки распредпала)
• Измерьте осевой люфт распредвала.
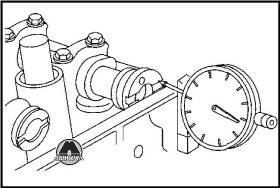
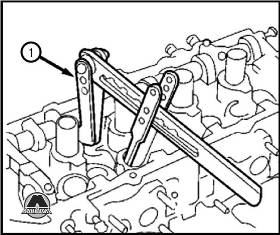
1. Установите стопор распределительных валов СН-20010(1).
Примечание:Стопор распредвалов не даст им проворачиваться в любом направлении.
2. Установка производится в порядке обратном снятию.
Примечание• Установите крышки впускного и выпускного распредвалов в должном порядке.
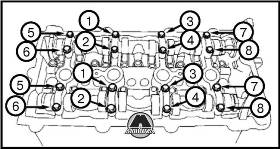
• Постепенно затяните болты крепления установленным моментом.
• Соблюдайте указанный на рисунке порядок затяжки болтов.
Клапаны и направляющие клапанов
| Описание | Технические условия |
| Биение стебля впускного клапана | 0,02 мм |
| Биение стебля выпускного клапана | 0,04 мм |
| Зазор между стеблем впускного клапана и направляющей втулкой | 0,012 - 0,043 мм |
| Зазор между стеблем выпускного клапана и направляющей втулкой | 0,032 - 0,063 мм |
Для выполнения ремонта требуются перечисленные ниже специальные инструменты:
• СН-20011 - Оправка для установки маслосъемных колпачков.
• СН-20012 - Направляющая оправки для установки маслосъемных колпачков.
• СН-20013 - Съёмник маслосъемных колпачков.
• СН-20017 - Пинцет для установки сухарей клапанной пружины.
• СН-20018 - Рассухариватель.
1. При помощи специального инструмента СН-20018 (1) сожмите клапанную пружину.
2. Снимите сухари (1), верхнюю тарелку (2) клапанной пружины и клапанную пружину (3), как показано на рисунке ниже.
3. Выньте клапаны (4) из головки цилиндров.
Проверка технического состояния
| Предмет | Технические данные (мм) | |
| Диаметр стебля клапана | Впускной клапан | 5,98 ± 0,008 мм |
| Выпускной клапан | 5,96 + 0,008 мм | |
| Внутренний диаметр направляющей втулки клапана | Впускной клапан | 5,4 ± 0,1 мм |
| Выпускной клапан | 5,4 ± 0,1 | |
| Толщина тарелки клапана | Впускной клапан | 0,3 - 0,15 мм |
| Выпускной клапан | 0,3 ± 0,15 | |
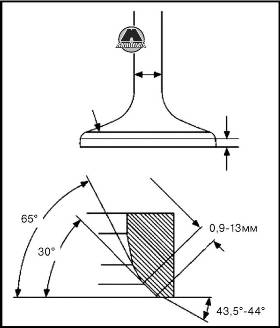
| Угол наклона клапана | Впускной клапан | 65° |
| Выпускной клапан | 68° | |
| Высота клапана | Впускной клапан | 107,998 мм |
| Выпускной клапан | 106,318 мм | |
1. Проверьте клапаны на следующее:
• Тщательно очистите клапаны и отбракуйте прогоревшие, деформированные и растрескавшиеся клапаны.
• Проверьте наличие повреждений на фасках клапанов и сёдел клапанов.
• При восстановлении клапанов придерживайтесь технических условий на впускные и выпускные клапаны.
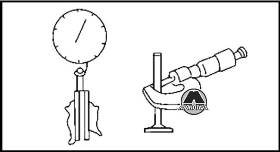
• Измерьте биение впускного клапана.
2. Если результат измерения превышает допустимое значение, измерьте зазор между стеблем клапана и направляющей втулкой.
• Измерьте диаметр стебля клапана и диаметр отверстия в направляющей втулке.
• Проверьте соответствие значения зазора техническим условиям.
• Если результат измерения превышает допустимое значение, замените клапан или направляющую втулку.
| Стандартное значение зазора между клапаном и втулкой | |
| Впуск | 0.012 - 0,043 мм |
| Выпуск | 0,032 - 0,063 мм |
1. Вставьте клапаны в головку цилиндров (больший диаметр имеют впускные клапаны).
2. Вставьте клапанные пружины.
3. Установите верхние тарелки клапанных пружин.
4. При помощи рассухаривателя СН20018 (1), сожмите клапанную пружину.
5. Установите сухари верхних тарелок.
6. После сборки клапана слегка ударьте по его торцу рихтовочным молотком, чтобы проверить надёжность сборки.
Клапанные пружины
| Описание | Технические условия |
| Высота пружины в свободном состоянии | 47,7 мм |
| Высота пружины при усилии сжатия 620 Н | 32,0 мм |
Для выполнения ремонта требуются перечисленные ниже специальные инструменты:
• СН-20011 - Оправка для установки маслосъёмных колпачков.
• СН-20012 - Направляющая оправки для установки маслосъёмных колпачков.
• СН-20013 - Съёмник маслосъёмных колпачков.
• СН-20017 - Пинцет для установки сухарей клапанной пружины.
• СН-20018 - Рассухариватель.
1. При помощи специального инструмента СН-20018 (1) сожмите клапанную пружину, как показано на рисунке ниже.
2. Снимите сухари (1) и верхнюю тарелку (2) клапанной пружины.
3. Выньте клапанные пружины из головки цилиндров.