Купить полную версию книги
|
|




Двигатель VW Caddy. Сальники коленчатого вала VW Caddy
4. Сальники коленчатого вала
Общий вид
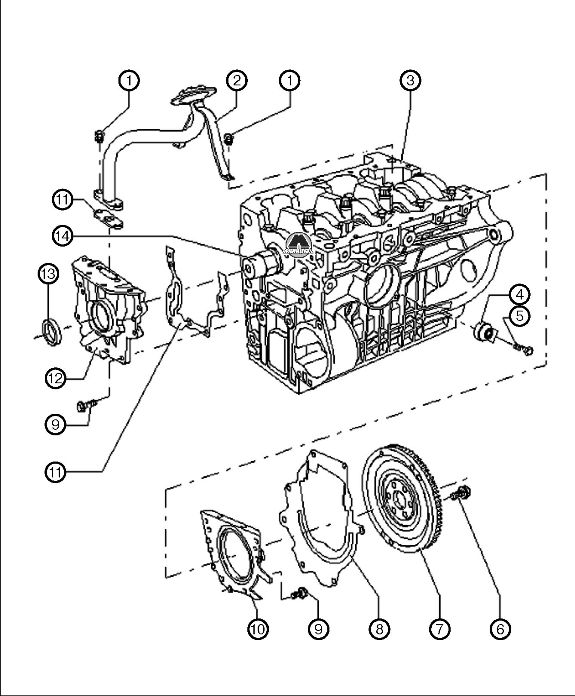
1. 10 Нм. 2. Всасывающая линия. 3. Алюминиевый блок цилиндров. 4. Датчик детонации. 5. 20 Нм. 6. 60 Нм + дотянуть на 1/4 оборота (90 °). 7. Маховик. 8. Проставка. 9. 12 Н*М. 10. Уплотнительный фланец с колесом датчика и манжетным уплотнением. 11. Прокладка. 12. Масляный насос. 13. Манжетное уплотнение. 14. Ступица для привода.
Замена манжеты коленчатого вала со стороны шкива клиновидного приводного ремня
Снятие манжеты коленчатого вала со стороны шкива клиновидного приводного ремня
1. Снять передний правый подкрылок колесной арки.
2. Снять шумоизолирующий кожух.
3. Снять клиновидный приводной ремень.
4. Затем снять зубчатый ремень основного привода.
5. Снять звездочку коленчатого вала.
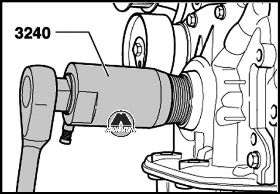
6. Для ввода съемника сальника 3240 вкрутить крепежный болт зубчатого колеса в коленчатый вал до упора.
7. Вывернуть внутреннюю часть съемника 3240 тремя оборотами (около 5 мм) из внешней части и зафиксировать болтом с накаткой.
8. Смазать резьбовую головку съемника моторным маслом, установить и,
сильно надавив, вкрутить ее как можно глубже в манжетное уплотнение.
9. Ослабить болт с накаткой и поворачивать внутреннюю часть съемника против направления вращения коленчатого вала, пока манжетное уплотнение не будет извлечено.
Установка манжеты коленчатого вала со стороны шкива клиновидного приводного ремня
1. Слегка смазать рабочую кромку сальника моторным маслом.
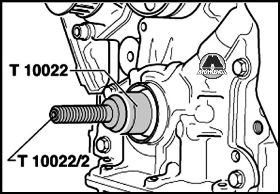
2. Надеть монтажное приспособление Т10022 на шатунную шейку коленчатого вала и вкрутить с помощью шпинделя Т10022/2 до упора.
3. Надеть уплотнительное кольцо через монтажное приспособление Т10022.
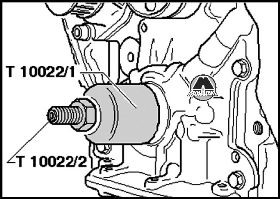
4. Запрессовать сальник с помощью оправки Т10022/1 до упора.
5. Установить зубчатый ремень основного привода.
6. Установить клиновидный приводной ремень.
7. Установить шумоизолирующий кожух.
8. Установить передний правый подкрылок колесной арки.
Замена задней крышки коленчатого вала (со стороны маховика)
Выпрессовка фланца с зубчатым венцом из коленчатого вала
Чтобы более наглядно отобразить монтажные операции, они были проведены при снятом двигателе.
При установленном двигателе и снятой коробке передач рабочие операции выполняются аналогично.
1. Снять маховик и/или ведомый диск.
2. Установить поршень цилиндра № 1 в ВМТ.
3. Снять масляный поддон.
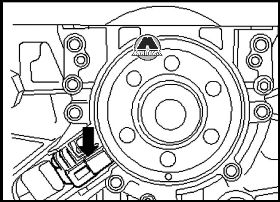
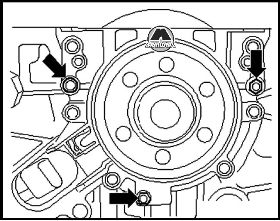
4. Снять датчик частоты вращения двигателя G28 (указано стрелкой).
5. Вывернуть крепежные болты уплотнительного фланца.
Примечание:Уплотнительный фланец и зубчатый венец снимаются (выпрессовываются) из коленчатого вала с помощью трех болтов М6х35 мм.
6. Вкрутить три болта Мб * 35 мм в резьбовые отверстия фланца (указано стрелками).
7. Попеременно закручивая (максимум на 1/2 оборота (180°) каждый болт) болты в уплотнительный фланец, выпрессовать уплотнительный фланец вместе с датчиком числа оборотов двигателя G28 из коленчатого вала.
Запрессовка фланца с зубчатым венцом на коленчатый вал
Фланец с фторопластовой манжетой имеет опорное кольцо для уплотнительных кромок. Это кольцо перед установкой не снимать, т.к. при установке оно будет играть роль монтажной втулки.
После извлечения из упаковки фланец и зубчатый венец не отделять и не проворачивать.
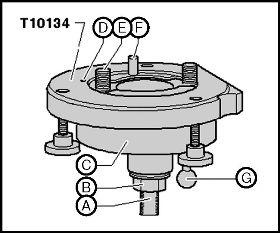
Правильное монтажное положение зубчатого венца обеспечивается фиксатором приспособления Т10134.
Фланец и манжетное уплотнение образуют единый узел, и заменять их следует только в сборе с зубчатым венцом.
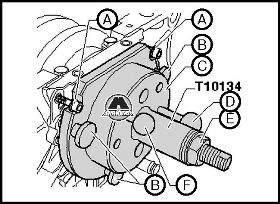
Правильное монтажное положение приспособления Т10134 обеспечивается установочным штифтом, который должен войти в соответствующее отверстие в коленчатом вале.
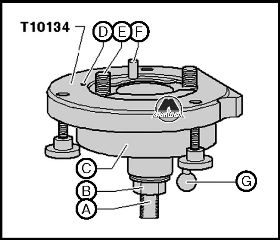
А. Поверхность зажима. В. Шестигранная гайка. С. Кожух. D. Стопорный штифт. Е. Болт с внутренним шестигранником. F. Направляющий палец для дизельных двигателей (черная рукоятка). G. Направляющий палец для бензиновых двигателей (красная рукоятка).
Установка уплотнительной манжеты с зубчатым венцом на монтажное приспособление Т10134
1. Вывернуть шестигранную гайку (В) почти до поверхности зажима (А) ходового винта.
2. Установить приспособление Т10134 поверхностью зажима (А) ходового винта в тиски.
3. Надавив на корпус (С), сдвинуть его вниз, так чтобы он уперся в шестигранную гайку (В) (указано стрелкой).
4. Наживить шестигранную гайку на ходовой винт так, чтобы внутренняя часть приспособления и корпус находились на одном уровне.
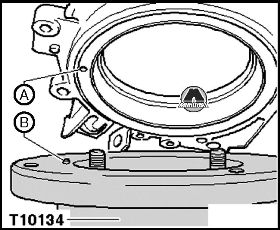
5. Снять с нового фланца предохранительный фиксатор (указано стрелкой).
Примечание:Зубчатый венец из фланца не вынимать и не проворачивать.
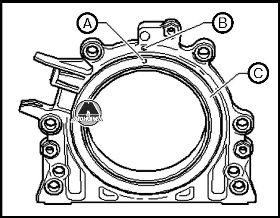
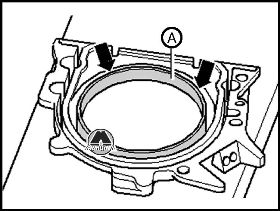
Отверстие (А) для фиксатора на зубчатом венце (С) должно находиться напротив метки (В) на фланце.
6. Положить фланец на чистую плоскую поверхность передней (наружной) стороной вниз.
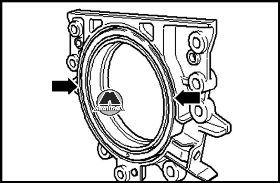
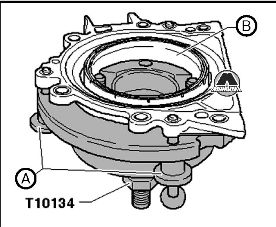
7. Нажать на опорное кольцо (А) в направлении стрелки вниз, пока оно не расположится на ровной поверхности.
Верхний край зубчатого венца и передний край фланца должны при этом находится на одном уровне (указано стрелками).
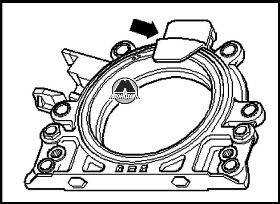
8. Установить уплотнительный фланец передней стороной на монтажное приспособление Т10134 так, чтобы штифт (В) вошел в отверстие (А) зубчатого венца.
Примечание:При этом фланец должен полностью, по всей плоскости, прилегать к монтажному приспособлению.
9. Надавить фланец и опорное кольцо (В) во время затяжки трех болтов с накаткой (А) на поверхность монтажного приспособления Т10134, чтобы стопорный штифт не смог выскользнуть из отверстия в зубчатом венце.
Примечание:При установке фланца зубчатый венец все время должен оставаться зафиксированным в монтажном приспособлении.
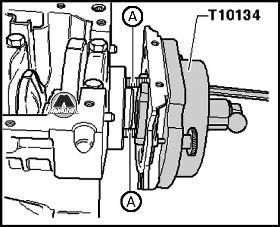
Установка монтажного приспособления Т10134 с уплотнительным фланцем на торец коленчатого вала
Фланец коленчатого вала должен быть очищен от остатков масла (обезжирить).
Установить поршень цилиндра № 1 в ВМТ.
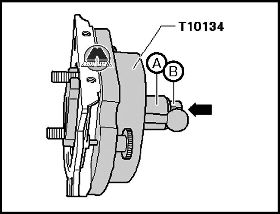
1. Вывернуть шестигранную гайку (В) до верхнего конца ходового винта.
2. Нажать на ходовой винт монтажного приспособления Т10134 в направлении стрелки до тех пор, пока шестигранная гайка (В) не будет прилегать к корпусу (А).
3. Приложить сторону с лысками корпуса к посадочной поверхности картера коленчатого вала со стороны масляного поддона.
4. Закрепить приспособление Т10134 на фланце коленчатого вала с помощью болтов с внутренним шестигранником (А).
Примечание:Болты с внутренним шестигранником (А) вкрутить во фланец коленчатого вала примерно на 5 шагов резьбы.
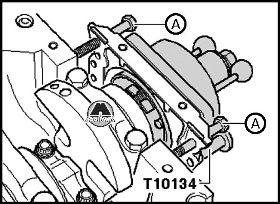
5. Вкрутить два винта М6х35 мм (А) для ввода уплотнительного фланца в блок цилиндров.
Закрепление монтажного приспособления Т10134 на фланце коленчатого вала
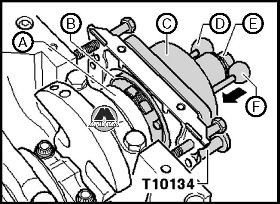
1. Вручную двигать корпус (С) в направлении стрелки до тех пор, пока опорное кольцо (В) не коснется фланца коленчатого вала (А).
2. Ввести направляющий палец для бензиновых двигателей (красная рукоятка) (F) в отверстие коленчатого вала. Этим будет зафиксировано окончательное монтажное положение зубчатого венца.
Примечание:Направляющий палец для дизельных двигателей (черная рукоятка) (D) вставлять в резьбовое отверстие коленчатого вала запрещается.
3. От руки вкрутить оба болта с внутренним шестигранником монтажного приспособления.
4. Наживить шестигранную гайку (Е) от руки на ходовом винте так, чтобы она уперлась в корпус монтажного приспособления (С).
Напрессовка зубчатого венца с помощью монтажного приспособления Т10134 на фланец коленчатого вала
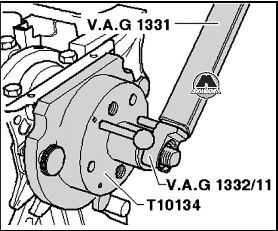
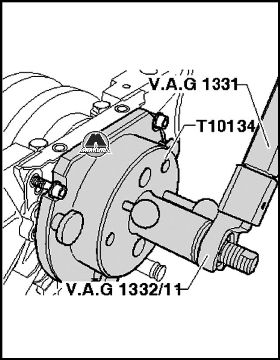
Затянуть шестигранную гайку приспособления Т10134 при помощи динамометрического ключа V.A.G 1331 с головкой V.A.G 1332/11 моментом 35 Н*м.
Примечание:После затяжки шестигранной гайки моментом 35 Н-м между блоком цилиндров и фланцем должен еще оставаться небольшой зазор.
Проверка установочного положения зубчатого венца на коленчатом вале
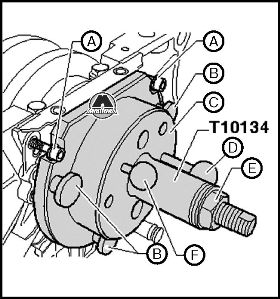
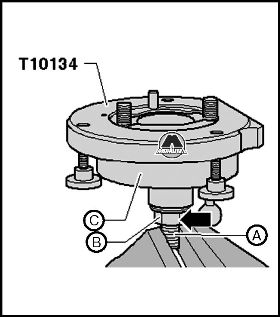
1. Вывернуть шестигранную гайку (Е) до верхнего конца ходового винта.
2. Вывернуть два винта (А) из блока цилиндров.
3. Вывернуть три болта с накаткой (В) из уплотнительного фланца.
4. Снять монтажное приспособление Т10134.
5. Удалить опорное кольцо.
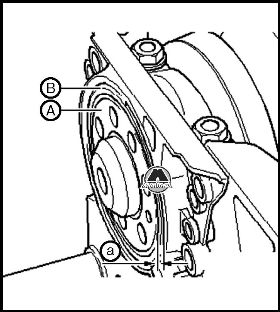
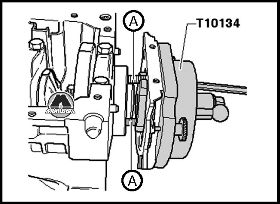
Зубчатый венец занимает точное установочное положение на коленчатом вале, когда между фланцем коленчатого вала (А) и зубчатым венцом (В) имеется расстояние (а) равное 0,5 мм.
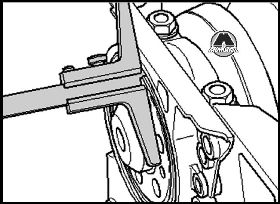
6. Установить штангенциркуль на фланец коленчатого вала.
7. Измерить расстояние (а) между фланцем коленчатого вала и зубчатым венцом.
8. Если расстояние (а) слишком мало, то необходимо допрессовать зубчатый венец.
9. Если расстояние (а) достигнуто, то необходимо вкрутить новые крепежные болты фланца коленчатого вала и затянуть их попеременно крестнакрест моментом 15 Н*м.
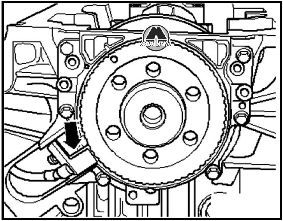
10. Установить датчик оборотов коленчатого вала G28 (указано стрелкой) и затянуть крепежный винт моментом 5 Н-м.
11. Установить масляный поддон.
12.Установить промежуточную пластину.
13.Установить маховик с новыми крепежными болтами. Затянуть болты моментом 60 Н*м + 1/4 оборота (90 °).
Окончательная запрессовка зубчатого венца
1. Закрепить приспособление Т10134 на фланце коленчатого вала с помощью болтов с внутренним шестигранником (А).
Примечание:Болты с внутренним шестигранником затянуть от руки.
2. Приспособление Т10134 сдвинуть рукой к крышке коленчатого вала.
3. Затянуть шестигранную гайку (Е) от руки на ходовом винте так, чтобы она уперлась в корпус монтажного приспособления (С).
4. Затянуть шестигранную гайку приспособления Т10134 при помощи динамометрического ключа V.A.G 1331 с головкой V.A.G 1332/11 моментом 40 Н*м.
5. Вновь проверить правильность положения зубчатого венца на коленчатом вале.
6. Если расстояние (а) слишком мало, то необходимо затянуть шестигранную гайку приспособления Т10134 моментом 45 Н*м.
7. Вновь проверить правильность положения зубчатого венца на коленчатом вале.