Купить полную версию книги
|
|
Двигатель Hyundai Elantra HD. Разборка двигателя Hyundai Elantra HD
РАЗБОРКА
1. Снять маховик (с механической коробкой передач).
2. Снять приводной диск (с автоматической коробкой передач).
3. Установить двигатель на стенд для его разборки.
4. Снять ремень привода газораспределительного механизма (ГРМ).
5. Снять головку цилиндров.
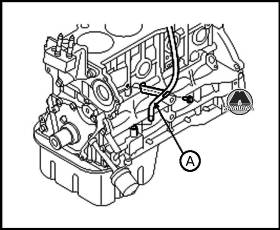
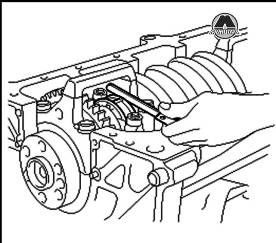
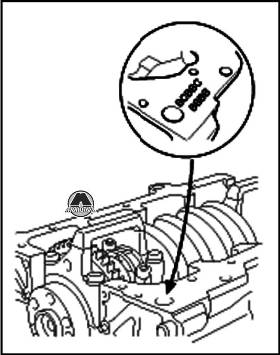
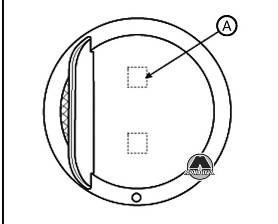
6. Снять направляющую щупа измерения уровня моторного масла в сборе (А).
7. Снять датчик детонации.
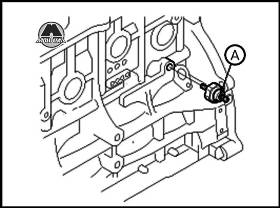
8. Снять датчик давления масла (А).
9. Снять насос системы охлаждения (см. Глава 9 «Система охлаждения»).
10. Снять масляный поддон.
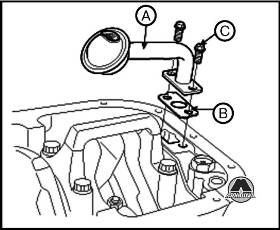
11. Снять маслозаборный патрубок. Отвернуть два болта (С), снять маслозаборный парубок (А) и прокладку (В).
12. Проверить осевой зазор шатуна.
13. Снять крышки шатунов и проверить масляный зазор.
14. Снять поршень и шатун в сборе.
1) При помощи приспособления для снятия уступа, снять нагар с верхней части цилиндра.
2) Вытолкнуть поршень, шатун в сборе и верхний вкладыш через верхнюю часть блока цилиндров.
Хранить подшипники, шатун и крышку шатуна вместе. Расставлять поршень шатун в сборе в правильном порядке.
15. Снять переднюю часть корпуса.
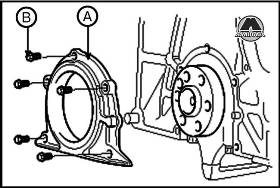
16. Снять заднюю уплотнительную часть корпуса. Отвернуть 5 болтов (В) и снять заднюю уплотнительную часть корпуса (А).
17. Снять крышку подшипника коленчатого вала и проверить масляный зазор.
18. Проверить осевой зазор коленчатого вала.
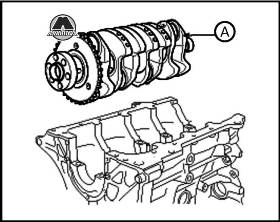
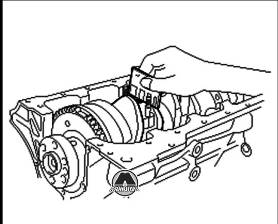
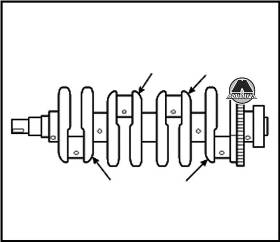
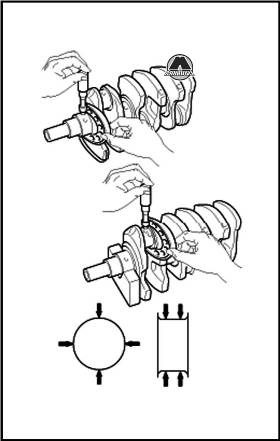
19. Извлечь коленчатый вал (А) из двигателя, будьте внимательны не повредите шейки коленчатого вала.
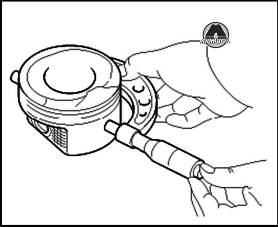
20. Проверить посадку между поршнем и поршневым пальцем. Попытаться передвинуть поршень назад и вперед на поршневом пальце. Если чувствуется какое-либо движение, заменить поршень и поршневой палец.
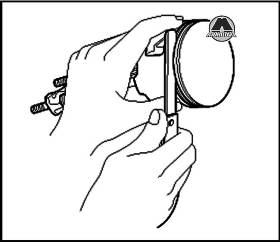
21. Снять поршневые кольца.
1) При помощи расширителя поршневых колец, снять 2 компрессионных кольца.
2) Снять маслосъемное кольцо рукой.
ПримечаниеРазмещать поршневые кольца только в правильном порядке.
22. Отсоединить шатун от поршня.
ПРОВЕРКА
Шатун и коленчатый вал
1. Проверить осевой зазор шатуна. При помощи щупа для измерения толщины, измерить осевой зазор, двигая шатун назад и вперед.
Стандартный осевой зазор: 0.1-0.25 мм, максимальный осевой зазор: 0.4 мм.
Если зазор превышает допустимое значение, установить новый шатун.
Если после замены шатуна зазор превышает допустимое значение, заменить коленчатый вал.
2. Проверить масляный зазор шатунных подшипников.
1) Проверить установочные метки на шатуне и крышке шатуна для правильной сборки.
2) Отвернуть две гайки крышки шатуна.
3) Снять крышку шатуна и вкладыш подшипника.
4) Проверить шатунную шейку и подшипник.
5) Поместить инструмент для измерения зазоров в подшипниках скольжения параллельно шатунной шейке.
6) Установить подшипник и крышку шатуна и затянуть гайки. Момент затяжки 49.0 - 52.0 Н-м.
ПримечаниеНе проворачивать коленчатый вал.
7) Отвернуть две гайки, снять крышку шатуна и вкладыши подшипников.
8) Измерить инструментом для измерения зазоров зазор в их самой широкой точке. Стандартный масляный зазор 0.024-0.042 мм.
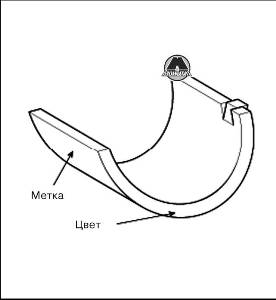
9) Если измеренный зазор слишком широкий или слишком узкий, снять верхний вкладыш подшипника и установить новый, комплектовать подшипники с тем самым цветом метки (выбрать цвет как показано в следующей колонке) и перепроверить зазор.
ПримечаниеНе шлифовать подшипники и крышки для регулировки зазора.
10) Если прибор для измерения зазоров показывает все еще не правильный зазор, попытаться поставить больший или меньший подшипник (цвет по списку выше или ниже заменяемого вкладыша) и проверить зазор снова.
ПримечаниеЕсли необходимый зазор не может быть получен применением соответствующего подшипника большего или меньшего, заменить коленчатый вал и начать процедуру снова.
Если отметки невозможно разобрать из-за накопления грязи и пыли, не стирать их при помощи щетки или скребка. Чистить только при помощи растворителя или моющей присадки.
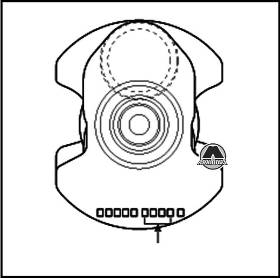
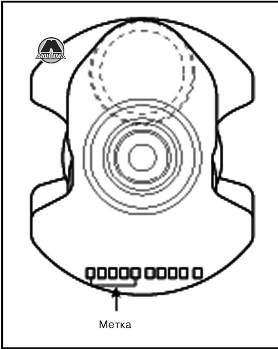
Размещение меток коленчатого вала
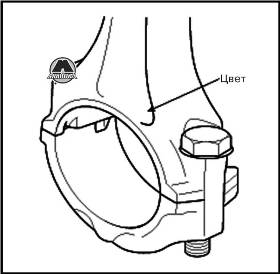
Распознавание шатунов
| Класс | Цвет метки | Внутренний диаметр |
| А | Белый | 48.00 - 48.006 мм |
| В | Нет | 48.006 - 48.012 мм |
| С | Желтый | 48.012 - 48. 018 мм |
Размещение меток шатунной шейки
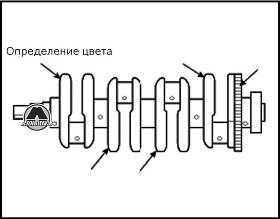
Распознавание коленчатого вала
| Класс | Цвет метки | Внешний диаметр |
| I | Желтый | 44.960 - 44.966 |
| II | Не | 44.954-44.960 |
| III | Белый | 44.948-44.954 |
Место распознавательных меток (подшипник шатуна)
Распознавание вкладыша шатуна
| Класс | Цвет метки | Толщина подшипника |
| АА | Синий | 1.514 - 1.517 мм |
| А | Черный | 1.511 - 1.514 мм |
| В | Нет | 1.508 - 1.511 мм |
| С | Зеленый | 1.505 - 1.508 мм |
| D | Желтый | 1.502 - 1.505 мм |
11) Подбор подшипника
| Распознавательная метка коленчатого вала | Идентификационная метка шатуна | Классификация сборки подшипника |
| I (Желтый) | А (белый) | D (желтый) |
| В (нет) | С (зеленый) | |
| С (желтый) | В (нет) | |
| II (Нет) | А (белый) | С (зеленый) |
| В (нет) | В (нет) | |
| С (желтый) | А (черный) | |
| III (белый) | А (белый) | В (нет) |
| В (нет) | А (черный) | |
| С (желтый) | АА (синий) |
3. Проверить масляный зазор подшипника коленчатого вала.
1) Проверить масляный зазор между подшипником и шейкой, снять крышки и вкладыши подшипника.
2) Почистить каждую шейку и вкладыш подшипника.
3) Поместить каждый щуп прибора для измерения зазора через каждую шейку.
4) Установить подшипники и крышки, потом затянуть болты. Момент затяжки 27.5 - 31.4 Н-м + 60° - 64°
ПримечаниеНе вращать коленчатый вал.
5) Снять крышку и подшипник снова и измерить самую широкую часть. Стандартный масляный зазор 0.028 - 0.046 мм.
6) Если прибор измерения зазора показывает слишком широкое или слишком узкое значение, снять верхний вкладыш подшипника и установить новый, укомплектовать подшипник с меткой того же цвета (выбрать цвет как показано далее) и перепроверить зазор.
ВНИМАНИЕНе шлифовать регулировочные шайбы или не царапать подшипники или крышки, чтобы отрегулировать зазор.
7) Если прибор для измерения зазора показывает все еще не правильный зазор, попытаться поставить следующий больший или меньший подшипник (цвет в списке выше или ниже предыдущего) и проверить зазор снова.
ПримечаниеЕсли требуемый зазор не может быть получен использованием больших или меньших подшипников, заменить коленчатый вал и начать процедуру измерения снова.ВНИМАНИЕ
Если метки неразборчивы из-за накопления пыли и грязи, не стирать ее щеткой или скребком. Почистить только растворителем или моющим средством.
Шатуны
1. При установке убедиться, что номера цилиндра, нанесенные при разборке на шатун и крышку, совпадают. При установке нового шатуна, убедиться, что выступ для закрепления подшипника находится в месте на той самой стороне.
2. Заменить шатун, если существуют повреждения на опорной поверхности любой головки шатуна.
3. При помощи специального инструмента, проверить шатун на изгиб и кручение. Если измеренное значение близко к предельному, выровнять шатун под прессом. Любой шатун, который сильно согнут или деформирован должен быть заменен. Допустимый изгиб шатуна: 0.05мм/100мм или менее, допустимое кручение шатуна: 0.1мм/100мм или менее.
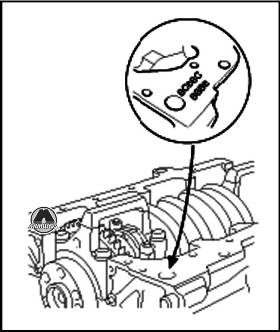
Буквы, отпечатанные на конце блока, как метка для размера каждого диаметра пяти коренных шеек. Использовать их и числа или измерение отпечатанные на кривошипе (метки для размера коренной шейки), чтобы выбрать подходящий подшипник.
| Класс | Метка | Внутренний диаметр |
| а | А | 59.000-59.006 мм |
| b | В | 59.006-59.012 мм |
| с | С | 59.012-59.018 мм |
Размещение метки шейки коленчатого вала
| Класс | Метка | Внешний диаметр шейки |
| I | Желтый | 54.956 - 54.962 мм |
| II | Нет | 54.950 - 54.956 мм |
| III | Белый | 54.944 - 54.950 мм |
Место идентификационной метки (подшипник коленчатого вала)
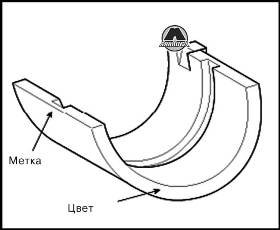
Распознавание подшипников коленчатого вала
| Класс | Метка | Толщина подшипников |
| АА | Синий | 2.014-2.017 мм |
| А | Черный | 2.011 -2.014 мм |
| В | Нет | 2.008 - 2.011 мм |
| С | Зеленый | 2.005 - 2.008 мм |
| D | Желтый | 2.002 - 2.005 мм |
Подбор
| Идентификационная метка коленчатого вала | Идентификационная метка диаметра коленчатого вала | Классификация сборки подшипника |
| I (Желтый) | а (А) | D (Желтый) |
| b (В) | С (Зеленый) | |
| с (С) | В (Нет) | |
| II (Нет) | а (А) | С (Зеленый) |
| b (В) | В (Нет) | |
| с (С) | А (Черный) | |
| III (Белый) | а (А) | В (Нет) |
| b (В) | А (Черный) | |
| с (С) | АА (Синий) |
4. Проверить осевой зазор коленчатого вала. При помощи циферблатного индикатора, измерить осевой зазор, поднимая коленчатый вал назад и вперед при помощи отвертки. Стандартный осевой зазор 0.06 - 0.26 мм, предельный 0.30 мм.
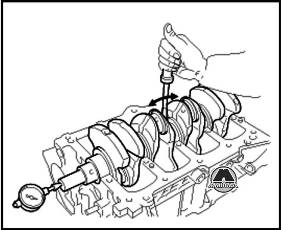
Если осевой зазор является больше чем максимальный, заменить осевые подшипники. Толщина осевого подшипника: 2.44 2.47 мм.
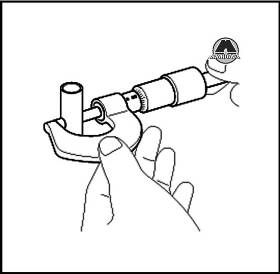
5. Проверить коренные и шатунные шейки. При помощи микрометра, измерить диаметр каждой коренной шейки и шатунной шейки.
Диаметр коренной шейки: 56.942-56.962 мм, диаметр шатунной шейки: 44.946 - 44.966 мм.
Блок цилиндров
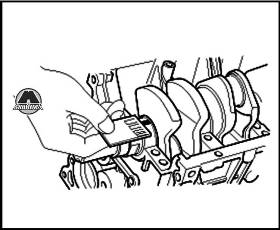
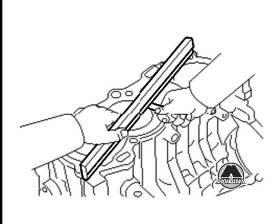
1. Снять материал прокладки. При помощи скребка удалить прокладку с верхней поверхности блока цилиндров.
2. Почистить блок цилиндров. При помощи мягкой щетки и растворителя, полностью вычистить блок цилиндров.
3. Проверить верхнюю поверхность блока цилиндров на плоскостность. При помощи точной поверочной линейки и щупа, измерить поверхность контакта прокладки головки цилиндров на искривление. Плоскостность поверхности прокладки блока цилиндров стандартная менее чем 0.03 мм, предельная 0.05 мм.
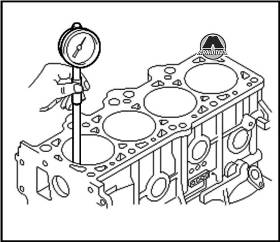
4. Проверить диаметр цилиндра. Визуально проверить цилиндр на наличие вертикальных трещин. Если глубокие трещины присутствуют, заменить блок цилиндров.
5. Проверить диаметр цилиндра. При помощи прибора для измерения диаметра, измерить диаметр цилиндра в положении в осевом и продольном направлениях. Стандартный диаметр 82.00 - 82.03 мм.
6. Проверить код размера диаметра цилиндра на нижней поверхности блока цилиндров.
| Класс | Внутренний диаметр цилиндра | Код размера |
| А | 82.00-82.01 мм | А |
| В | 82.01 - 82.02 мм | В |
| С | 82.02 - 82.03 мм | С |
7. Проверить код размера поршня на верхней поверхности поршня.
| Класс | Внешний диаметр поршня | Код размера |
| А | 81.97 - 81.98 мм | А |
| - | 81.98 - 81.99 мм | - |
| С | 81.99 - 82.00 мм | С |
8. Выбрать поршень, зависящий от класса диаметра цилиндра. Зазор 0.02 - 0.04 мм.
Расточка цилиндра
1. Размеры поршней должны быть выбраны согласно самому большому диаметру цилиндра.
| Идентификационная метка | Размер |
| 0.25 | 0.25 мм |
| 0.50 | 0.50 мм |
Размер поршня отштампован на верхней части поршня.
2. Измерить внешний диаметр используемого поршня.
3. Согласно измеренного внешнего диаметра поршня, рассчитать новый размер диаметра.
Новый размер диаметра = внешний диаметр поршня + 0.02 до 0.04 мм (зазор между поршнем и цилиндром) 0.01 мм (предел хонингования).
4. Диаметр каждого цилиндра до рассчитанного размера.
ВНИМАНИЕЧтобы предотвратить деформацию, что может быть результатом повышения температуры во время хонингования, растачивать цилиндры в порядке работы цилиндров.
5. Расточить цилиндры до соответствующего размера (внешний диаметр поршня + зазор между цилиндром и поршнем).
6. Проверить зазор между поршнем и цилиндром. Стандартный зазор 0.02 0.04 мм.
ПримечаниеПри расточке цилиндров, доводить все цилиндры до одного размера.
Поршни и поршневые кольца
1. Почистить поршень
1) Используя скребок для снятия прокладки, снять нагар с верхней части поршня.
2) Используя инструмент для очистки канавок или сломанное кольцо, почистить канавки под поршневые кольца.
3) Используя растворитель и щетку, полностью вычистить поршень.
ПримечаниеНе использовать металлическую щетку.
2. Измерить внешний диаметр поршня, измерение выполняется на расстоянии 47 мм от верхней плоскости поршня. Стандартное значение диаметра поршня 81.97 - 82.00 мм.
3. Посчитать различие между диаметром цилиндра и диаметром поршня. Зазор между поршнем и цилиндром 0.02 - 0.04 мм.
4. Проверить боковой зазор поршневых колец. При помощи набора щупов измерить зазор между новым поршневым кольцом и стенкой канавки кольца. Боковой зазор поршневого кольца: №1 0.04 - 0.08 мм; №2 0.03 - 0.07 мм; маслосъемное кольцо 0.06 - 0.15 мм. Предельное значение: №1 0.1 мм; № 2 0.1 мм; маслосъемное кольцо 0.2 мм.
Если зазор превышает максимальное значение, необходимо заменить поршень.
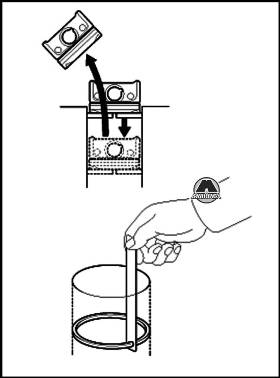
5. Проверка зазора в замке поршневого кольца.
Чтобы измерить зазор в замке поршневого кольца, необходимо установить поршневое кольцо в цилиндр. Разместить кольцо под прямым углом к стенке цилиндра, осторожно запрессовывая его вниз при помощи поршня. Измерить зазор при помощи набора щупов. Если зазор превышает предельно допустимое значение, заменить поршневое кольцо. Если зазор слишком большой, перепроверить диаметр цилиндра по отношению к предельному износу. Если диаметр превышает предельное значение, блок цилиндров необходимо заменить в сборе. Стандартное значение осевого зазора поршневого кольца: №1 0.20 - 0.35 мм, №2: 0.37 - 0.52 мм, маслосъемное кольцо 0.20 - 0.60 мм. Предельное значение № 1, 2, маслосъемное: 1.0 мм.
Поршневые пальцы
1. Измерить диаметр поршневого пальца. Диаметр поршневого пальца: 20.001 - 20.006 мм.
2. Измерить зазор между поршневым пальцем и поршнем. Значение зазора между поршневым пальцем и поршнем 0.01-0.02 мм.
3. Проверить разницу между диаметром поршневого пальца и диаметром поршневой головки шатуна. Натяг между поршневым пальцем и шатуном (-0.032) - (-0.016) мм.