Каталог
/
Suzuki
/
Руководство по ремонту и эксплуатации Suzuki Grand Vitara / Suzuki Escudo с 2005 г. (с учетом обновления 2008 г.)

Купить полную версию книги
|
|
Двигатель Suzuki Grand Vitara. Проверка технического состояния распредвалов и толкателей Suzuki Grand Vitara
ПРОВЕРКА ТЕХНИЧЕСКОГО СОСТОЯНИЯ РАСПРЕДВАЛОВ И ТОЛКАТЕЛЕЙ
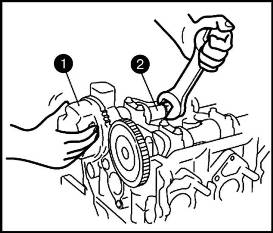
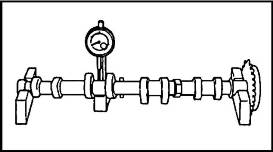
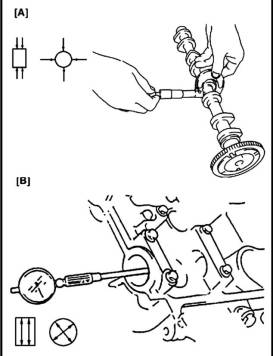
Удерживая распредвал 2 стороны впуска ключом проверить люфт звездочки 1 привода распредвала в сборе. Люфт должен отсутствовать. В случае обнаружения люфта заменить звездочку в сборе.
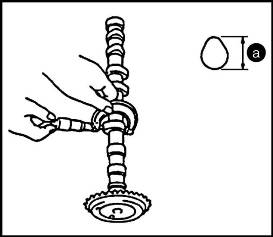
ВЫСОТА КУЛАЧКА «А»
| Место измерения | Номинал, мм | Предел, мм |
| Впускной кулачок | 44,929-45,089 | 44,80 |
| Выпускной кулачок | 44,399-44,559 | 44,28 |
1. Очистить сопрягаемые поверхности.
2. Извлечь все толкатели с регулировочными шайбами.
3. Установить распредвалы.
4. Поместить пластиковые калибры на поверхности опор распредвалов вдоль оси.
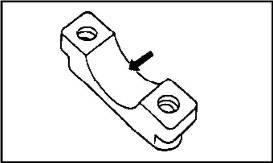
5. Установить крышки подшипников.
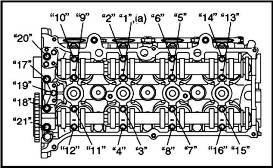
6. Завернуть болты крепления крышек в последовательности указанной на рисунке. Момент затяжки 11 Н-м. Соблюдать правила затяжки описанные выше.
Не проворачивать распредвалы.
7. Снять крышки подшипников и используя шкалу 2 определить зазор по самой широкой стороне пластикового калибра 1.
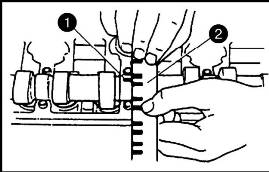
ШИРИНА ПЛАСТИКОВОГО КАЛИБРА
| Место измерения | Номинал, мм | Предел, мм |
| Сторонатвпускат№1 | 0,020-0,072 | 0,1 |
| Остальные | 0,045-0,087 | 0,12 |
НАРУЖНЫЙ ДИАМЕТР РАСПРЕДВАЛА А
| Место измерения | Номинал, мм |
| Сторона впуска №1 | 26,940-26,955 |
| Сторона выпуска №1 | 26,934-26,955 |
| Остальные | 22,934-22,955 |
ВНУТРЕННИЙ ДИАМЕТР ПОДШИПНИКА В
| Место измерения | Номинал, мм |
| Сторона впуска №1 | - |
| Сторона выпуска №1 | 27,000-27,021 |
| Остальные | 23,000-23,021 |
Величина зазора
Номинал: 0,025 — 0,066 мм.
Предел: 0,15 мм.
Наружный диаметр толкателя – А
Номинал: 30,959 — 30,975 мм.
Диаметр посадочного отверстия – В
Номинал: 31,000 — 31,025 мм.