Каталог
/
Mitsubishi
/
Руководство по ремонту и эксплуатации Mitsubishi Galant / Mitsubishi Galant Ralliart с 2003 г. (учитывая рестайлинг 2008 г.)

Купить полную версию книги
|
|


Двигатель Mitsubishi Galant / Galant Ralliart с 2003 г. Головка блока цилиндров в сборе
5. Головка блока цилиндров в сборе
Снятие и установка
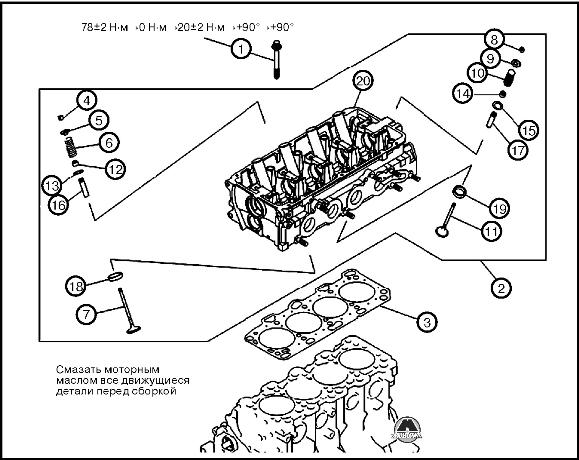
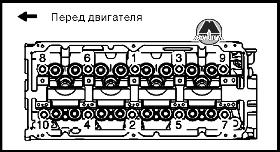
1. Снятие осуществляется в последовательности согласно рисунку выше, с учетом следующего:
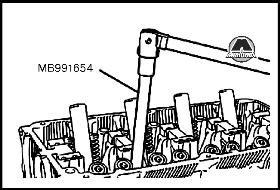
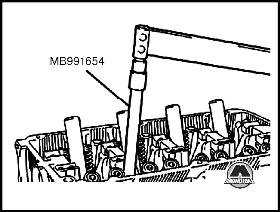
- ослабить болт головки блока цилиндров, с помощью специального приспособления (МВ991654), как показано на рисунке ниже. Ослаблять равномерно, постепенно, в 2-3 подхода.
2. Установка осуществляется в обратной последовательности с учетом следующего:
ВНИМАНИЕ
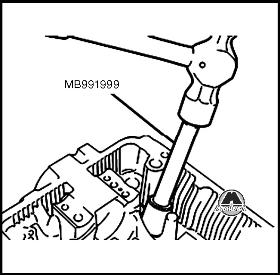
Для установки маслосъемного колпачка необходимо использовать специальное приспособление. Неверная установка может привести к утечке масла на направляющую клапана.
- установить маслосъемный колпачок с помощью специального приспособления (МВ991999).

ВНИМАНИЕ
Не сжимать пружину чрезмерно. Это приведет к ее повреждению.
- восстановить натяжение пружины. Проверить правильность посадки сухарей.
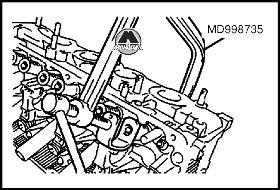
- при снятии болтов головки блока цилиндров, которые будут повторно использоваться, необходимо проверить соответствие длины стержня минимальной длине (99.4 мм).

- для затяжки болтов использовать специальное приспособление (МВ991654). Момент затяжки: 78±2 Н-м.
- затянуть все выкрученные болты в последовательности, указанной на рисунке, с моментом затяжки 20+2 Н-м.
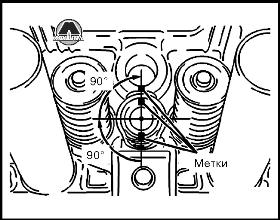
- вкручивать болты по 90° за оборот.
1. Головка цилиндров.
- проверить плоскостность поверхности прокладки головки блока цилиндров с помощью линейки специальных щупов. Стандартное значение: 0.03 мм. Предельное значение: 0.2 мм.
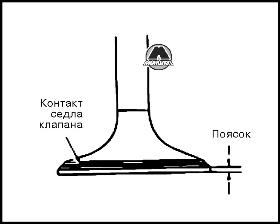
- проверить угол заточки рабочей фаски головки клапана.
- проверить поверхность клапана на наличие повышенного износа. При обнаружении каких-либо дефектов, заменить клапан новым.
- проверить толщину пояска головки клапана. Если толщина пояска головки клапана меньше предельно допустимой величины, необходимо заменит клапан новым. Стандартное значение толщины пояска: 1.0 мм (впускной), 1.2 мм (выпускной).
- проверить, чтобы клапан прилегал к седлу плотно, по всей его окружности. При необходимости, заменить седла клапанов.