Каталог
/
Lexus
/
Руководство по ремонту и эксплуатации Lexus RX 300 / Lexus RX 330 / Lexus RX 350 / 400h 1997-2006 г.
Купить полную версию книги
|
|
Двигатель Lexus RX 300 / Toyota Harrier с 1997 по 2006 гг. Головка блока цилиндров
2. Головка блока цилиндров
Переборка
1. Снимите резьбовую заглушку № 1 с головкой (правый цилиндр)
(а) С помощью прямого шестигранного гаечного ключа на 14 отверните 2 резьбовые заглушки.
2. Снимите резьбовую заглушку № 2 с головкой (левый цилиндр)
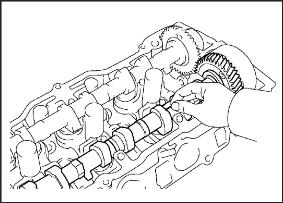
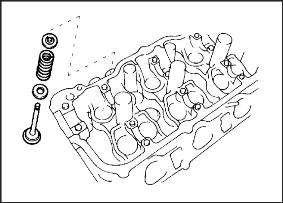
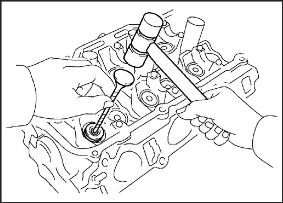
3. Снимите толкатель клапана.
Указание: разложите толкатели в надлежащем порядке так, чтобы можно было установить их наместо при последующей сборке.
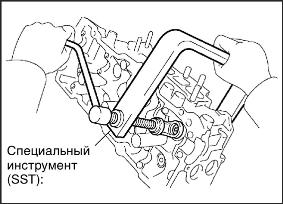
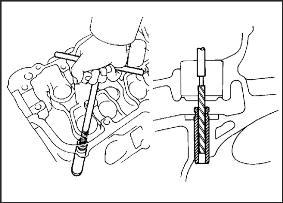
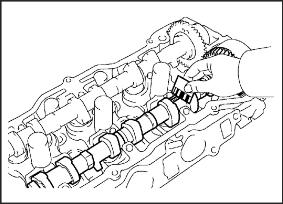
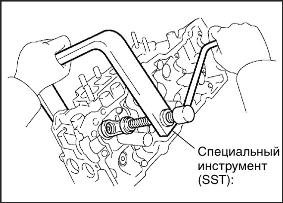
4. Снимите впускной клапан.
(а) С помощью SST сожмите пружину клапана и снимите 2 замка, держатель, пружину и клапан.
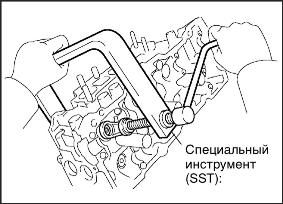
Специальный инструмент (SST): 0920270020(09202-00010)
Указание: разложите клапаны, пружины клапанов, гнезда и держатели пружин в надлежащем порядке, так, чтобы можно было установить их на место при последующей сборке.
5. Снимите выпускной клапан.
Указание: разложите клапаны, пружины клапанов, гнезда и держатели пружин в надлежащем порядке так, чтобы можно было установить их на место при последующей сборке.
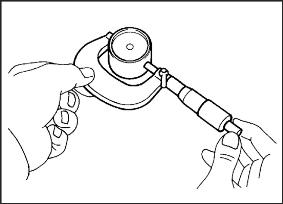
6. Снимите сальник или кольцевое уплотнение штока клапана.
(а) С помощью острогубцев снимите сальник.
7. Снимите шайбу пружины клапана.
8. Снимите полукруглую заглушку
9. Проверьте плоскостность головки блока цилиндров.
(а) С помощью прецизионной поверочной линейки и щупа измерьте величину коробления плоскостей, сопряженных с блоком цилиндров и с коллекторами.
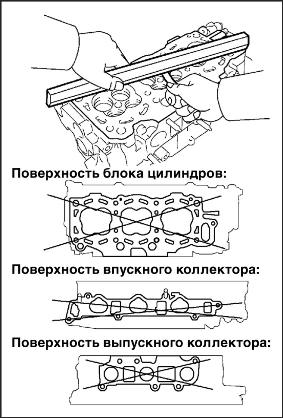
Максимально допустимая величина коробления:
Поверхность блока цилиндров 0,05 мм (0,0020 дюйма)
Поверхность впускного коллектора 0,10 мм (0,0039 дюйма)
Поверхность выпускного коллектора 0,10 мм (0,0039 дюйма)
Если коробление превышает максимально допустимую величину, замените головку блока цилиндров.
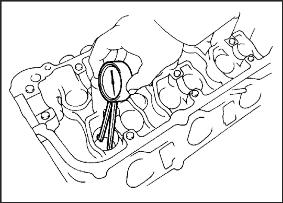
10.Убедитесь в отсутствии трещин на головке блока цилиндров.
(а) С помощью окрашивания проявляющейся краской проверьте камеру сгорания, впускные каналы, выпускные каналы и поверхность блока цилиндров на отсутствие трещин.
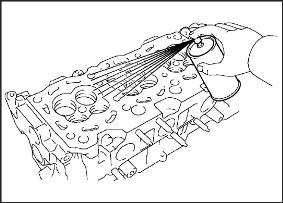
Если обнаружатся трещины, головку блока цилиндров следует заменить.
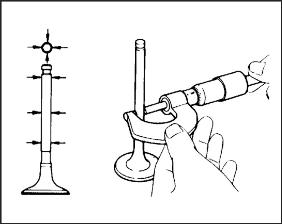
11. Проверьте впускной клапан.
(а) Проверьте габаритную длину клапана.

Номинальная габаритная длина клапана: 95,45 мм (3,7579дюйма)
Минимально допустимая габаритная длина клапана: 94,95 мм (3,7382дюйма)
(b) Измерьте диаметр штока клапана при помощи микрометра.
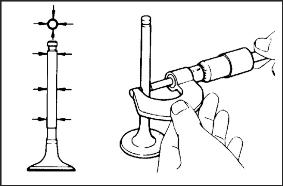
Диаметр штока клапана: 5,470 - 5,485 мм (0,2154 - 0,2159 дюйма)
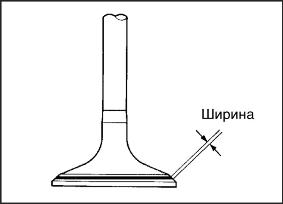
(с) Проверьте предельно допустимую толщину тарелки клапана.

Номинальное расстояние от рабочей фаски до края тарелки клапана: 1,0 мм (0,039 дюйма)
Минимально допустимое расстояние от рабочей фаски до тарелки клапана: 0,5 мм (0,020 дюйма)
12. Проверьте выпускной клапан.

Номинальная габаритная длина клапана: 95,40 мм (3,7559 дюйма)
Минимально допустимая габаритная длина клапана: 94,90 мм (3,7362 дюйма)
Диаметр штока клапана: 5,465 — 5,480 мм (0,2152 - 0,2157дюйма)
(с) Проверьте предельно допустимую толщину тарелки клапана.
Минимально допустимое расстояние от рабочей фаски до тарелки клапана: 0,5 мм (0,020дюйма)

13. Проверьте внутреннюю нажимную пружину.
(а) Измерьте длину пружины клапана в свободном состоянии при помощи штангенциркуля.
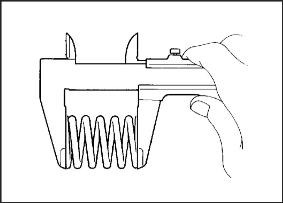
Длина в свободном состоянии: 45,50 мм (1,7913 дюйма)
(b) Измерьте отклонение пружины клапана при помощи стального угольника.
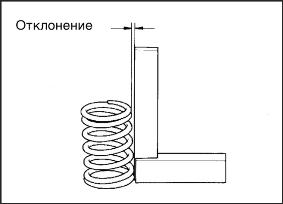
Максимально допустимое отклонение: 2,0 мм (0,079 дюйма)
(с) На специальном стенде измерьте усилие сжатия пружины клапана при номинальной длине после ее установки.
Усилие при номинальной длине: 186-206Н (19,0-21,0 кгс, 41,9-46,3 фут-сила) при 33,8 мм (1,331 дюйма)
Если усилие при номинальной длине не соответствует заданному значению, замените пружину клапана.
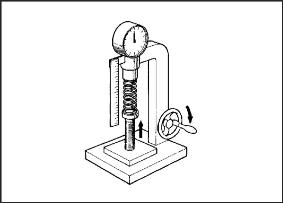
14. Проверьте масляный зазор стержня клапана в направляющей втулке.
(а) С помощью индикатора часового типа для отверстий измерьте внутренний диаметр направляющей втулки клапана.
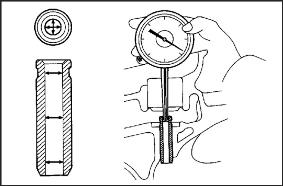
Внутренний диаметр втулки: 5,510 - 5,530 мм (0,2169 - 0.2177дюйма)
(b) Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки.
Номинальный масляный зазор: для впускных клапанов:
0,025 - 0,060 мм (0,0010 - 0,0024 дюйма)
для выпускных клапанов:
0,030 - 0,065 мм (0,0012 - 0,0026 дюйма)
Максимальный допустимый масляный зазор: для впускных клапанов: 0,08 мм (0,0031 дюйма) для выпускных клапанов: 0,10 мм (0,0039 дюйма)
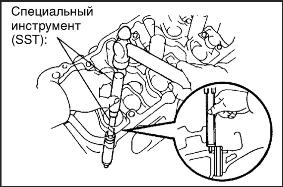
15. Снимите направляющую втулку клапана.
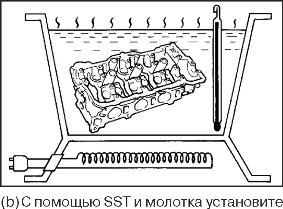
(а) Нагрейте головку цилиндра до температуры 80- 100°С (176 - 212°F).
направляющую втулку.

Специальный инструмент (SST): 0920110000, 09201-01055, 09950-70010 (09951-07100)
16.Установите направляющую втулку клапана.
(а) С помощью индикатора часового типа для отверстий измерьте диаметр гнезда направляющей втулки клапана.
Диаметр: 10,295-10,313 мм (0,4053 - 0,4060 дюйма)
Если диаметр отверстия под втулку головки цилиндра превышает 10,313 мм (0,4060 дюйма), обработайте отверстие под размер от 10,345 до 10,363 мм (0,4073 - 0,4080 дюйма)
Диаметр втулки: номинальный:
10,333- 10,344 мм (0,4068 - 0,4072 дюйма) ремонтный размер:
10,383 - 10,394 мм (0,4088 - 0,4092дюйма)
Длина втулки:
для впускных клапанов:
34.5 мм (1,358 дюйма) для выпускных клапанов:
40.5 мм (1,594 дюйма)

(b) Нагрейте головку цилиндра до температуры 80 - 100°С (176 - 212°F)
(c) С помощью SST и молотка установите
новую направляющую втулку, осадив ее до указанной высоты выступа. Специальный инструмент (SST): 0920110000, 09201-01055, 09950-70010 (09951-07100)
Высота выступания: для впускных клапанов:
11,1 - 11,5 мм (0,437 - 0,453 дюйма) для выпускных клапанов:
8,9 - 9,3 мм
(0,350 - 0,366 дюйма)
(d) При помощи острой развертки на 5,5 мм разверните направляющую втулку до получения номинального значения зазора между нею и штоком клапана.
0,025 -0,060 мм (0,0010 - 0,0024 дюйма) для выпускных клапанов:
0,030 - 0,065 мм (0,0012- 0,0026дюйма)
17. Проверьте седла клапанов.
(a) Нанести на фаску клапана тонкий слой берлинской лазури или свинцовых белил.
(b) Слегка вдавите клапан в седло клапана.
Примечание: не вращайте клапан. (c) Проверьте торец клапана и седло следующим образом.
(1) Если непрерывный след пасты имеется по всей окружности (360°) конуса клапана, клапан является концентрическим. В противном случае следует заменить клапан.
(2) Если непрерывный след пасты имеется по всей окружности (360°) седла клапана, направляющая и гнездо клапана являются концентрическими. В противном случае повторно прошлифуйте поверхность седла клапана.
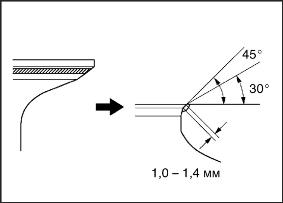
(3) Убедитесь в том, что седло контактирует с серединой торца клапана на ширине от 1,0 до 1,4 мм (0,039 - 0,055 дюйма).
18. Отремонтируйте седла клапанов.
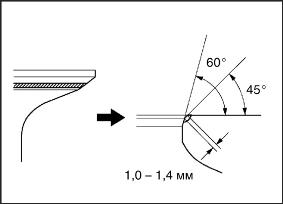
Примечание: постепенное уменьшение нажима на устройство для расточки седел клапанов позволяет получить более гладкий торец седла клапана. (а) При слишком высокой посадке на конусе исправьте форму седла с помощью устройства для расточки седел клапанов с углом 30° и 45°.
(b)При слишком низкой посадке на конусе исправьте форму седла с помощью устройства для расточки седел клапанов с углом 60° и 45°.
(c) Вручную со шлифовальной пастой притрите клапан с седлом клапана.
(d) Перепроверьте посадку клапана.
19. Проверьте толкатель клапана.
(а) Микрометром измерьте диаметр толкателя.
Диаметр толкателя:
30,966 - 30,976 мм (1,2191 - 1,2195 дюйма)
20. Проверьте масляный зазор толкателя клапана.
(а) С помощью индикатора часового типа для отверстий измерьте диаметр отверстия под толкатель для клапана в головке блока цилиндров.
Диаметр отверстия под толкатель:
31,009 - 31,025 мм (1,2208- 1,2215 дюйма)
(b) Вычтите результат измерений диаметра толкателя из результата измерений диаметра отверстия под толкатель.
Номинальный масляный зазор: 0,033 - 0,059 мм (0,0013 - 0,0023 дюйма)
Максимальный допустимый масляный зазор: 0,07 мм (0,0028 дюйма)
21. Проверьте люфт зубчатого колеса распредвала.
(a) Установите зубчатое колесо распредвала.
(b)Установите распредвалы в головку блока цилиндров.
Примечание:- Устанавливайте без клапанов и дополнительных зубчатых
колес.
- Установку производите в соответствии с установочными метками.
(c) Установите индикатор с лимбом под необходимым углом (90°) относительно зуба впускного распредвала.
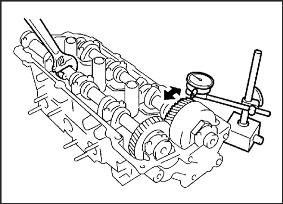
(d) Измерьте люфт зубчатого колеса распредвала не менее чем в четырех положениях.
Номинальный люфт: 0,020 - 0,200 мм (0,0008 - 0,0079 дюйма)
Максимальный люфт: 0,30 мм (0,0118 дюйма)
22. Проверьте осевой зазор распредвала.
(a) Установите распредвалы.
(b) Смещая распредвал в осевом направлении, индикатором измерьте осевой зазор.
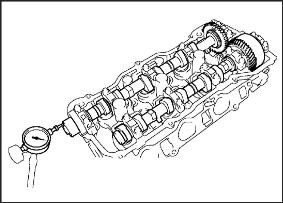
Номинальный осевой зазор: 0,040 - 0,090 мм (0,0016 - 0,0035 дюйма)
Максимально допустимый осевой зазор: 0,12 мм (0,0047дюйма)
Если осевой зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки корпусов подшипников и головку блока цилиндров в комплекте.
23. Измерьте масляный зазор распредвала.
(a) Очистите крышки подшипника и шейки распредвала.
(b) Установите распредвалы в головку блока цилиндров.
(с) Оберните полоску сминаемого пластикового калибра Plastigage вокруг каждой шейки распредвала.
(d) установите крышки подшипников.
Момент затяжки: 16 Н-м (163 кгс-см, 12 фунт-сила-фут)
Примечание: не поворачивайте распредвал. (e) Снимите крышки подшипников.
(f) Измерьте сминаемый пластиковый калибр Plastigage в наиболее широком месте.
Номинальный масляный зазор: для впуска, шейки №4 и №5: 0,025 - 0,057 мм
(0,0010 - 0,0022 дюйма) другие шейки 0,025 - 0,062мм (0,0010 - 0,0024 дюйма)
Максимальный масляный зазор: 0,10 мм (0,0039 дюйма)
Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки корпусов подшипников и головку блока цилиндров в комплекте.
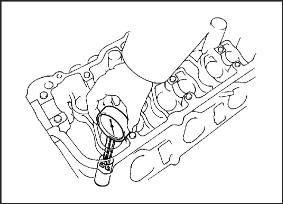
Примечание: полностью удалите сминаемый пластиковый калибр Plastigage. 24.Установите соединительное кольцо (правый цилиндр).
(а) При помощи молотка с пластиковой поверхностью установите новое соединительное кольцо, осадив его до указанной величины выступания.
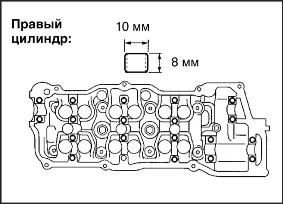
Высота выступания: 3 мм (0,12 дюйма)
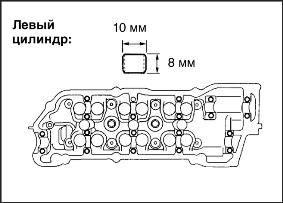
25.Установите соединительное кольцо (левый цилиндр).
26. Установите трубку свечного колодца (а) При помощи краски обозначьте исходное положение относительно кромки.
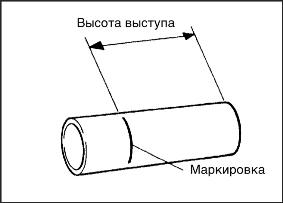
Номинальная высота выступания: 42,4 - 43,4 мм (1,669- 1,709 дюйма)
Указание: используйте любой из концов трубки свечного колодца.
(b) Нанесите фиксатор на трубку свечного колодца в месте, где она будет прижата к головке блока цилиндров.
Фиксатор:
Номер по каталогу 08833-00070, THREE BOND 1324 или аналогичный.
Примечание:- Установите трубку свечного колодца в течение трех минут после нанесения фиксатора.
- Не деформируйте трубку свечного колодца.
- В течение 1 часа после установки не допускайте попадания на уплотнение охлаждающей жидкости.
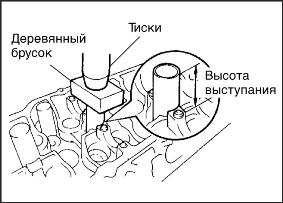
(c) При помощи пресса и деревянного бруска установите трубку свечного колодца на необходимую высоту выступания.
27. Установите патрубок PCV (правый цилиндр)
(а) При помощи деревянного бруска и молотка установите два новых патрубка PCV, осадив их до уровня кромки головки блока цилиндров.
Примечание: будьте осторожны, чтобы не повредить кромку головки блока цилиндров.
28. Установите резьбовую шпильку.
(а) Установите резьбовые шпильки на стороне впуска.
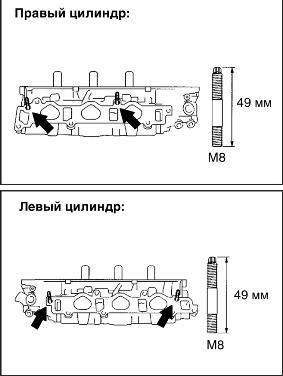
Момент затяжки: 7,5 Н-м (76 кгс-см, 66 фунт-сила-фут)
29. Установите резьбовую шпильку.
(а) Установите резьбовые шпильки на стороне выпуска.
Момент затяжки: 15 Н-м (153 кгс-см, 11 фунт-сила-фут)
30. Установите сальник или кольцевое уплотнение штока клапана.
(а) Нанесите тонкий слой машинного масла на шток клапана.
Примечание: будьте особенно внимательны при сборке сальников впускных и выпускных клапанов. Сборка сальника неверного типа приведет к неправильной установке. Указание: сальники впускных клапанов светло-коричневого цвета, клапаны выпускных клапанов - серые.

(b) При помощи SST установите новый сальник.
Специальный инструмент (SST): 0920141020

31. Установите впускной клапан.
(а) Установите клапан, гнездо пружины, пружину клапана и держатель пружины.
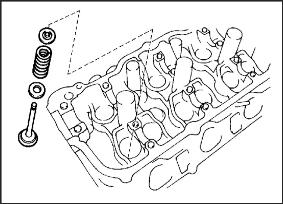
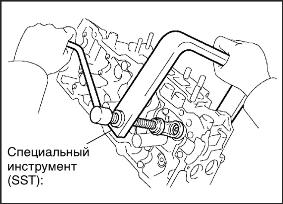
(b) С помощью SST сожмите пружину клапана и установите на шток клапана 2 замка.
(с) С помощью молотка с пластиковым покрытием и неисправного клапана (наконечник которого обернут изолентой) осторожно постучите по устанавливаемому клапану, чтобы посадить его на место.
Примечание: будьте осторожны не повредите конец установленного штока клапана.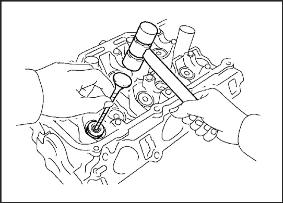
32.Установите выпускной клапан.
(а)Установите клапан, гнездо пружины, пружину клапана и держатель пружины.
(b)С помощью SST сожмите пружину клапана и установите на шток клапана 2 замка.
(с) С помощью молотка с пластиковым покрытием и неисправного клапана (наконечник которого обернут изолентой) осторожно постучите по устанавливаемому клапану, чтобы посадить его на место.
33. Установите толкатель клапана.
(a) Нанесите на толкатель клапана небольшое количество машинного масла.
(b) Установите толкатель клапана.
(c) Убедитесь, что толкатель клапана плавно вращается рукой.
34.Установите полукруглую заглушку.
(a) Снимите остатки материала старого герметика (FIPG).
(b) Нанесите герметик в канавки полукруглых заглушек.
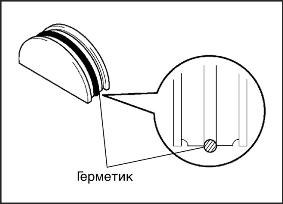
Герметик: Номер по каталогу 0882600080 или аналогичный
(с) Установите 2 полукруглых заглушки в головки блока цилиндров.
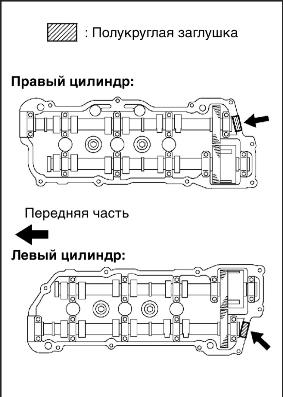
- Установите заглушки заподлицо с верхней поверхностью головки блока цилиндров.
- Установите полукруглые заглушки в течение трех минут после нанесения герметика.
- В течение 2 часов после установки не следует подвергать уплотнение воздействию моторного масла.
35.Установите резьбовую заглушку №1 с головкой (правый цилиндр).
(а) С помощью прямого шестигранного гаечного ключа на 14 установите 2 новые прокладки и вверните 2 резьбовые заглушки.
Момент затяжки: 44 Н-м (449 кгс-см, 32 фунт-сила-фут)
36.Установите резьбовую заглушку №2 с головкой (левый цилиндр).