Купить полную версию книги
|
|








Двигатель N52K BMW X5 c 2006 г. Головка блока цилиндров BMW X5
1. ДВИГАТЕЛЬ N52K
ГОЛОВКА БЛОКА ЦИЛИНДРОВ
СНЯТИЕ И УСТАНОВКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
Запрещается применять стальные болты. Опасность электрохимической коррозии. При магниевом корпусе использовать только алюминиевые винты. После выворачивания алюминиевые болты подлежат замене. Для гарантированной идентификации алюминиевых болтов торцы их головок окрашены синей краской. Строго с об людать м омент и угол затяжки (опасность повреждения).
1. Снять систему выпуска ОГ.
2. Слить охлаждающую жидкость
3. Слить моторное масло
4. Снять оба выпускных коллектора
5. Снять впускной коллектор
6. Отсоединить шланги охлаждающей жидкости от головки блока цилиндров.
7. Снять исполнительные узлы впуска и выпуска.
ВНИМАНИЕЗаменить болты крепления головки блока цилиндров. Не смывать покрытие болтов. В глухих отверстиях не должно быть охлаждающей жидкости, воды и моторного масла. Опасность коррозии и появления трещин.
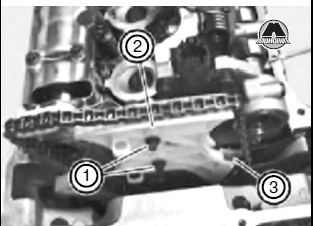
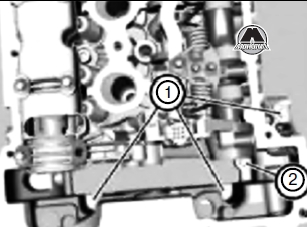
8. Вывернуть винты (1).
9. Разъединить модуль (3) приводной цепи в месте соединения (2) и вынуть движением вверх.
10. Снять приводную цепь со звездочки.
ВНИМАНИЕЕсли приводная цепь в блоке ГРМ снята со звездочки, коленчатый вал больше нельзя проворачивать. Следствием м огут б ыть заклинивание или перескакивание приводной цепи на звездочке коленчатого вала. Цепь можно вытягивать только при установке с помощью крючка.
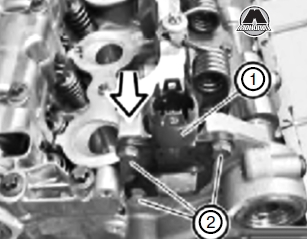
11. Вывернуть болты (2) крепления датчика (1) эксцентрикового вала.
12. Снять датчик (1) эксцентрикового вала движением вперед.
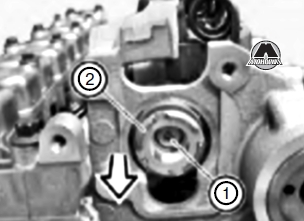
Винт (1) немагнитный и должен иметь защиту от падения.
13. Вывернуть винт (1).
14. Снять магнитное колесо (2) движением вперед.
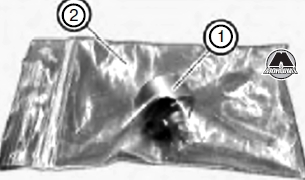
Магнитное колесо (1) сильно намагничено и поэтому его необходимо защитить от металлических опилок.
15. Магнитное колесо (1) после снятия уложить в пластиковый пакет (2) с запором.
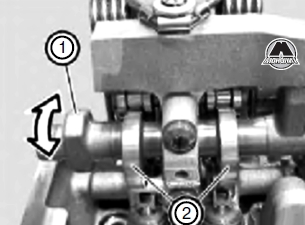
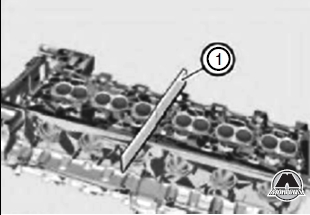
16. Установить эксцентриковый вал (1) с предварительным натягом в направлении, указанном стрелкой движением вверх. Изд-во «Monolith»
17. Снять упорный винт между 1-м и 2-м цилиндрами.
Момент затяжки: 10 Н·м.
Болт ( 2) можно ослаблять только тогда, когда модуль цепи отжат немного вперед. ВНИМАНИЕ
Болт (2) захватить щипцами, чтобы он не упал.
18. Вывернуть винт (2).
Момент затяжки: 10 Н·м + 90°.
19. Вывернуть винты (1).
Момент затяжки: 10 Н·м + 135°.
ПримечаниеПри установке заменить алюминиевые болты.
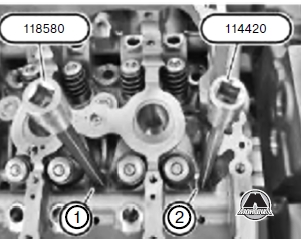
Обратить внимание на различные головки болтов.
20. Вывернуть болты (1) крепления головки блока цилиндров М10 с помощью приспособления 118580.
21. Вывернуть болты (2) крепления головки блока цилиндров М9 с помощью приспособления 114420.
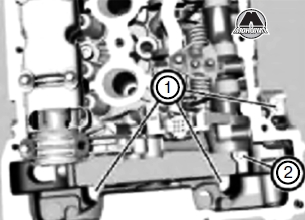
ПримечаниеНа рисунке не показаны распредвалы впускных и выпускных клапанов.
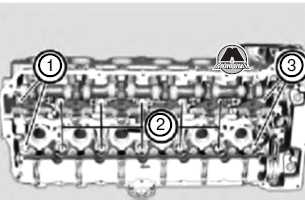
Обратить внимание на различную длину болтов (1 и 3) М9.
22. Вывернуть болты (1 и 3) крепления головки блока цилиндров М9 с помощью приспособления 114420.
Момент затяжки: 30 Н·м + 90° + 45°.
23. Вывернуть болты (2) крепления головки блока цилиндров М10 с помощью приспособления 118580 от краев к середине.
Момент затяжки: 30 Н·м + 90° + 90° + 45°.
ВНИМАНИЕВсе болты (1, 2 и 3) крепления головки блока цилиндров нужно заменить. Строго соблюдать моменты и углы затяжки.
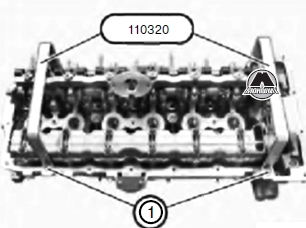
24. Закрепить приспособление 110320 имеющимися болтами (1) крепления крышки головки блока цилиндров.
Момент затяжки: 9 Н·м.
ВНИМАНИЕСнимать и устанавливать головку блока цилиндров только с помощником. Масса головки блока цилиндров с дополнительными элементами составляет около 40 кг. Не класть головку блока цилиндров на уплотняемую поверхность. Опасность повреждения форсунок.
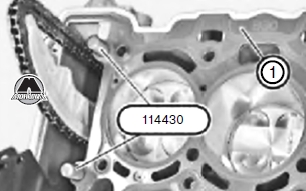
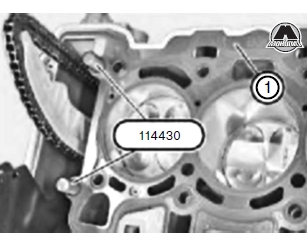
25. Вставить приспособление 114430 в цилиндры.

26. Удалить крупные остатки уплотнителя с помощью приспособления 114471 с уплотняемых поверхностей головки блока цилиндров и блок - картера. Издательство «Монолит»
ВНИМАНИЕНе использовать инструмент, снимающий стружку.
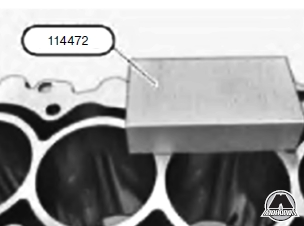
27. Удалить мелкие остатки уплотнителя с помощью приспособления 114472 с уплотняемых поверхностей головки блока цилиндров и блок - картера.
ВНИМАНИЕНе использовать инструмент, снимающий стружку. В глухих отверстиях не должно быть охлаждающей жидкости, воды и моторного масла. Опасность коррозии и появления трещин.
28. Очистить все глухие отверстия.
29. Заменить уплотнительную прокладку головки блока цилиндров
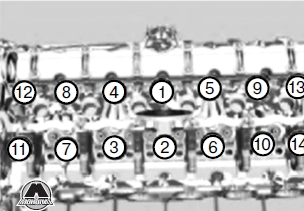
Неукоснительно соблюдать последовательность затяжки болтов крепления головки блока цилиндров.
30. Заменить болты крепления головки блока цилиндров.
31. Вставить болты (1-10) крепления головки блока цилиндров с помощью приспособления 118580.
32. Вставить болты (11-14) крепления головки блока цилиндров с помощью приспособления 114 420.
33. Вставить болты (1).
34. Вставить болт (2).
35. Установку произвести в порядке обратном снятию, принимая во внимание вышеперечисленные примечания.
ЗАМЕНА УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
Запрещается применять стальные болты. Опасность электрохимической коррозии. При магниевом корпусе использовать только алюминиевые винты. После выворачивания алюминиевые винты подлежат замене. Для гарантированной идентификации алюминиевых болтов торцы их головок окрашены синей краской. Строго соблюдать момент и угол затяжки.
1. Снять головку блока цилиндров.
2. Вставить приспособление 114430 в цилиндры.
3. Снять уплотнительную прокладку головки блока.
ВНИМАНИЕПроверить маркировку (1) на уплотнительной прокладке головки блока цилиндров (В25 или ВЗО).
- В = бензиновый двигатель.
- 30 = объем двигателя (3 литра).
Изменение места установки ведет к повреждению двигателя.
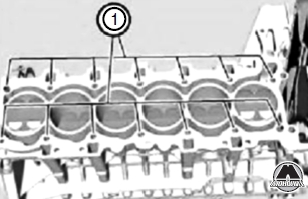
4. Удалить остатки масла и загрязнений из глухих отверстий (1).
ВНИМАНИЕУплотняемые поверхности блока цилиндров и головки блока цилиндров обрабaтывать только с помощью приспособления 114470. Не использовать инструмент, снимающий стружку.
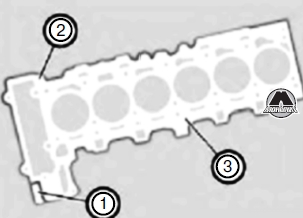
Обрезиненная поверхность (2) уплотнительной прокладки (3) головки блока цилиндров ни в коем случае не должна иметь повреждений (следов электрохимической коррозии). Уплотнительная прокладка (3) головки блока цилиндров - плоская.
5. Проверить центрирующие втулки (1) на надежность крепления и отсутствие повреждений.
6. Наложить уплотнительную прокладку (2) головки блока цилиндров на блок цилиндров в направлении, указанном стрелкой.
ПримечаниеПроверить головку блока цилиндров на неплоскостность. Проверить головку блока цилиндров на герметичность.
7. Установку произвести в порядке обратном снятию, принимая во внимание вышеперечисленные примечания.
ПРОВЕРКА УПЛОТНЯЕМОЙ ПОВЕРХНОСТИ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
1. Снять головку блока цилиндров.
2. Снять распредвал выпускных клапанов
3. Снять толкатели стороны впуска.
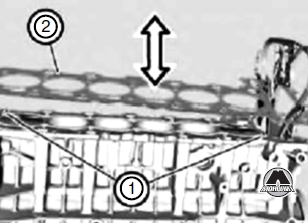
4. Проверить плоскостность уплотняемой поверхности головки блока цилиндров с помощью обычной лекальной линейки (1).
ПримечаниеМаксимальное значение неплоскостности в продольном направлении 0,10 мм.
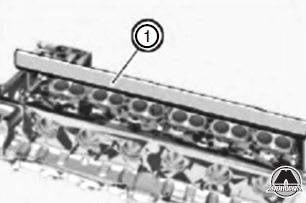
5. Проверить плоскостность уплотняемой поверхности головки блока цилиндров с помощью обычной лекальной линейки (1).
ПримечаниеМаксимальное значение неплоскостности в поперечном направлении 0,05 мм.
6. Проверить головку блока цилиндров на герметичность
ПРОВЕРКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ НА ГЕРМЕТИЧНОСТЬ
При проверке головки блока цилиндров на герметичность максимальное давление 3 бар.
Подогреть головку блока цилиндров до 60 °С.
Проверить в водяной ванне на отсутствие появления пузырьков.
2. Разобрать головку блока цилиндров.

Обратить внимание на установку приспособления 114341 на цилиндр.
3. Закрепить приспособление 114341 болтами 114345 с моментом 25 Н·м.
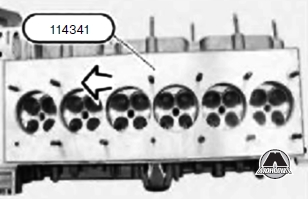
4. Установить приспособление 114341 с приспособлением 114345.

5. Установить приспособление 114342 с помощью болтов (1). Ввернуть винт с накатанной головкой в направлении, указанном стрелкой. Уплотняемая поверхность должна лежать ровно.

6. Закрепить приспособление 114344 с болтами (1).
7. Установку произвести в порядке обратном снятию, принимая во внимание вышеперечисленные примечания.