Купить полную версию книги
|
|
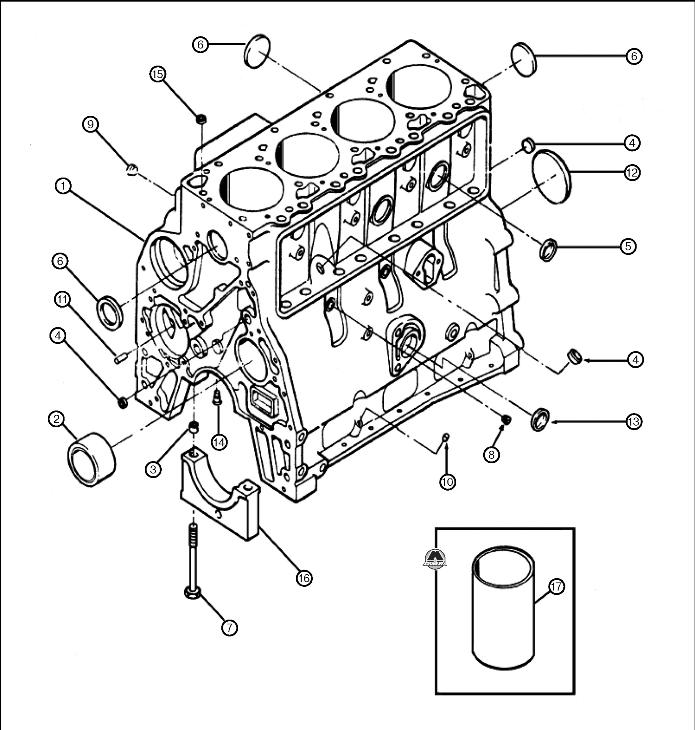
Двигатель Dong Feng DFA 1063 / EQ 1074. Блок цилиндров
4. Блок цилиндров
Примечание
При сборке блока цилиндров необходимо чтобы все поверхности трения были смазаны моторным маслом.
Разборка
1. Слить охлаждающую жидкость и отсоединить подводящий шланг радиатора.2. Отсоединить подводящий воздушный патрубок.
3. Отсоединить вакуумный шланг, топливный шланг и шланг охлаждающей жидкости.
4. Снять впускной коллектор.
5. Отсоединить топливоподводящие патрубки от форсунок.
6. Снять распределительную рампу.
7. Снять приводную цепь.
8. Снять термоизоляционную крышку.
Затем отвернуть болты крепления и снять турбокомпрессор, после чего отвернуть болты и снять выпускной коллектор.
9. Снять приводной шкив водяного насоса и крышку головки блока.
10. Извлечь толкатели.
11. Снять головку блока в сборе. Болты крепления головки блока откручивать специальным накидным ключом в 2-3 подхода.
12. Очистить поверхности сопряжений на блоке цилиндров и головке блока
Примечание
Убедиться в том, что фрагменты прокладки не остались на поверхности сопряжения.
Сухари
1. Зажать клапанную пружину с помощью специального приспособления.2. Снять сухари клапанов.
Примечание
Демонтируемые части (пружины, сухари) не разукомплектовывать.
3. Снять пружины клапанов.
4. Снять маслоотражательные колпачки.
Примечание
При каждой разборке устанавливать новые маслоотражательные колпачки.
Проверка технического состояния блока цилиндров и головки блока
1. Удалить герметик, и нагар, промыв каналы.После этого продуть все сжатым воздухом.
2. Визуально проверить блок цилиндров на наличие повреждений, сколов и утечек охлаждающей жидкости.
3. С помощью линейки и щупа проверить неплоскостность поверхности сопряжения головки блока с блоком цилиндров.
Максимально допустимый зазор 0.03 -0.2 мм.
4. В случае превышения допустимых значений неплоскостности поверхность необходимо прошлифовать. Предел шлифования 0.2 мм.
Примечание
При шлифовке головки блока необходимо прошлифовать и блок цилиндров.